Замена клапанов своими руками: притирка и советы как правильно выставить направляющие (105 фото и видео)
Если клапанный механизм работает неправильно, то это приводит к нестабильной работе всего двигателя. Имея необходимый инструмент и желание замену клапанов можно произвести своими руками, а для уверенности лучше посмотреть видео на эту тему.

Существуют проблемы, от которых избавиться можно лишь вмешавшись в механизм клапанов. Рассмотрим, правильность осуществляемых работ, связанных с ремонтом ГБЦ.
Приступим к замене прогоревшего клапана
Совет, не снимайте с головки карбюратор и коллектор, они не мешают и вам меньше хлопот с разборкой лишних деталей. Первым делом надо рассухарить клапан, скорей всего съемника клапанов у вас нет, если есть то отлично, но можно обойтись и без съемника клапанов. Положите головку на ровную поверхность желательно крепкий стол или деревянный шит также можно постелить под нее резиновый коврик. Подложите под клапан который надо рассухарить любую железяку, главное чтобы клапан уперся в нее, возьмите трубку с внутренним диаметром от 13мм и больше главное чтобы она была не больше тарелки пружины клапана (для Жигулей), для Уаза и Газа трубка должна быть не менее 16мм. Наставляйте эту трубку на клапан чтобы сухарики клапанов были внутри трубки, и бейте молотком по трубке обычно на 3 или 5 удар клапан рассухаривается и сухарики остаются в трубке и не теряются, единственно трубку прижимайте плотно к тарелки клапана чтобы она при ударе не отпрыгивала от тарелки клапана. Сразу скажу не бойтесь, пружина никуда не улетит и по руке не ударит.
Клапан рассухарили, вытаскивайте его, вставляйте новый клапан и пошатайте его если биение около миллиметра то это еще терпимо можно оставить эту направляющую втулку клапана, но если в стороны клапан болтается сильно желательно направляющую втулку клапана заменить на новую.
Принцип действия клапанного механизма
Понять, как работает клапанный механизм в двигателе, совсем не трудно. В основе его работы лежит вращающий момент, который появляется при вращении коленчатого вала блока цилиндров. На его шкиве устанавливается ремень ГРМ, который передает вращение на распределительный вал головки блока цилиндров. На протяжении всей конструкции вала имеются специальные выпуклости, которые расположены на разных его частях. Распределительный вал вращается и этими выпуклостями воздействует на втулки клапанов, которые их прижимают. Как только вал прекращает свое воздействие, клапан, под действием пружины, возвращается в исходное положение.
Процесс закрытия и открытия клапанов четко синхронизирован с работой коленчатого вала. Клапана должны закрываться только в тот момент, когда поршень достигает верхней мертвой точки. Как только смесь взрывается, поршень уходит вниз, а клапана открываются, чтобы дать возможность вырваться отработавшим газам. Если нарушить эту последовательность действий, двигатель попросту не будет работать, а клапана непременно испортятся.
Условия работы клапанов крайне тяжелые. Они подвержены влиянию высоких температур и имеют свойство прогорать. В конструкции некоторых двигателей, которые для повышения мощности используют малый размер камеры сгорания, есть риск изгиба клапанов, если синхронность вращения распределительного и коленчатого вала будет нарушена после обрыва ремня ГРМ или его неправильной установки.
Как заменить направляющую втулку клапана
Для того чтобы выбить направляющую втулку клапана нужна специальная оправка которой у вас скорее всего нет, ну и не надо выбьем и без нее, возьмите кругляк миллиметров Ǿ12-13,5 или длинный болт Ǿ12мм для жигулевской головки, для Уаза и Газа кругляк Ǿ15-16мм или болт 16мм. Но есть очень важный момент, на котором я хочу заострить ваше внимание, выбивать направляющую втулку надо изнутри в сторону распредвала (снизу вверх) и очень важно выбивать надо очень тяжелым молотком полукувадочкой, удар недолжен быть очень сильный главное он должен быть тяжелый (направляющая втулка легко выйдет, и не будет крошиться). Если начнете выбивать втулку клапана легким молотком втулка будет крошиться, и будите только мучиться.
Фото. Клапан с направляющими втулками, вверху левая втулка от модели ВАЗ 01-07, внизу заводская втулка ВАЗ 08-09
Почему клапан пропускает воздух
Существует множество причин, из-за которых клапан лодки может начать пропускать воздух. Как правило, нарушение работы этого механизма происходит из-за механических повреждений и очень редко, заклинивания подвижной части клапана. Также необходимо отметить, что клапан может прийти в непригодность после длительного влияния на него мороза.
Чаще всего клапан начинает пропускать воздух из-за различных повреждений, например, отслоения места, где крепится клапан к лодке, или же разрушения определенных деталей вследствие влияния на них различных факторов (мороз, влага, механическое воздействие).
Как забить направляющую втулку клапана в головку
Для начала надо выбрать втулку клапана, прежде чем ее забить, в магазинах большой выбор втулок клапанов, спросишь продавца направляющие втулки заводские, естественно ответит да (ему надо продать и лапшу вешать продавцы умеют). А вам потом головная боль, втулку забили а клапан не лезет, но для этого у моториста есть специальный рейбер которого у вас нет. Объясню как отличить качественную клапанную втулку от левых (подпольных) возьмите с собой клапан и при покупке втулок клапанов попробуйте одеть ее на клапан, заводская втулка оденется легко и свободно будит двигаться по клапану и наружная стенка втулки будет полирована до блеска, а место на которое набивается сальник клапана будет матового цвета. Левая втулка клапана не налезет на клапан или оденется но туго и цвет ее будет полностью матовым. Втулка клапана должна легко одеваться на клапан, так как когда ее забивают в головку она слегка обжимается и клапан входит как надо.
Прежде чем забивать втулку клапанов в головку, оденьте на нее стопорное кольцо его снимите со старой втулки, смажьте маслом отверстие в головке клапанов куда будите забивать втулку, втулка забивается сверху в низ до стопорного кольца (не перестарайтесь. ).
Жигулевские втулки клапанов надо забивать осторожно не бейте по месту куда набивается сальник клапана это место очень хрупкое найдите трубку с внутренним диаметром 12 и максимум 13мм, ставьте ее на втулку чтобы место куда набивается сальник был внутри трубки и также кувалдочкой аккуратно забейте в головку.
Втулки клапанов на головку Уаза или Газа забивайте так, на край по которому будите бить положите кусок олова или нетолстый кусочек дерева наставьте болт или кругляк которым выбивали и также кувалдочкой забивайте в головку. Если вдруг случайно слегка подомнете краюшек отверстия втулки его можно выровнять сверлом или надфилем.
Как работает заливная система
Впускной водяной клапан для стиральной машины оснащен тонкой мембраной внутри и катушками снаружи. Главный модуль управления подает сигнал о включении клапана. Затем на его катушки поступает электрический ток, который способствует появлению магнитного поля. Благодаря этому происходит открытие мембраны, в результате чего поступает вода. После окончания подачи напряжения мембрана снова закрывается.
Таким образом клапан залива (подачи) воды имеет два положения – открытое и закрытое.
Количество катушек: от чего это зависит
Их количество зависит от модели стиралки. В современных СМА производитель устанавливает от двух до трех секций, чтобы каждая их них, подавала воду в определенный отсек порошкоприемника.
- 1-я секция: отдел для порошка.
- 2-я секция: отдел для ополаскивателя.
- 3-я секция: отдел для других средств.
Если в наличии только две катушки, чтобы забрать моющие средства, они включаются одновременно.
В более старых моделях использовался заливной клапан для стиральной машины с одной катушкой. Работал он в комплексе с командоаппаратом, рычаг которого регулировал движение потока в определенную сторону.
Где стоит клапан
Где находится электромагнитный клапан в СМА? Располагается он под верхней панелью у стенки. Вы увидите подсоединенные к нему шланги, по которым проходит вода в отделения для моющих средств.
Притираем клапан к головке
Раз прогорел клапан значит также подгорело и седло клапана, обычно мотористы сначала седло выравнивают специальной шарошкой, которой у вас нет, нет так обойдемся без нее (проверенно двигатель ходит ничуть не хуже). Поражаюсь как некоторые мотористы притирают клапана в ручную (я б сума сошел) пусть за нас работает электродрель (если у вас дрель реверс лево-право еще лучше а нет и такая подойдет). Намажьте край клапана притирочным порошком вставьте клапан в головку и зажмите конец клапана в патрон дрели но не глубоко а на глубину примерно 15мм главное не поцарапать то место где клапан соприкасается с сальником. Подтягивайте дрелью клапан вверх и включайте пусть клапан притирается, делайте такие движения вверх немного вниз и опять вверх (думаю поняли) если дрель реверс переключайте вращение. На девятке или восьмерке тяжело добраться до клапана дрелью нужен очень маленький патрон, но можно сделать так возьмите крепкий кусочек армированного резинового шланга который очень плотно одевается на клапан, возьмите шпильку 8мм и натяните на нее этот кусочек шланга посильней, шпильку зажмите в дрель а другой конец шланга на клапан и также начинайте притирать клапан к седлу головки.
Моторист-конструктор» или как правильно собрать двигатель? ч. 4
Моторист-конструктор» или как правильно собрать двигатель? ч. 4
АЛЕКСАНДР ХРУЛЕВ, кандидат технических наук ДМИТРИЙ ДАНЬШОВ
Знакомство с опытом и рекомендациями немецкой фирмы Kolbenschmidt по сборке двигателя позволяет сделать следующий вывод: грамотно собрать двигатель способен только моторист, владеющий технологиями ремонта его деталей. Это наглядно проявляется при сборке головки блока цилиндров, многие операции которой (в том числе ремонт седел клапанов) обычно выполняются непосредственно на СТО. О них и пойдет сегодня речь.
Ремонт и сборка головки блока, как, впрочем, и других узлов двигателя, начинается с проведения необходимых измерений и проверок. Причем особое внимание необходимо уделять именно седлам клапанов.
Зачем это нужно?
Седло клапана — едва ли не самый ответственный элемент головки блока, в чем легко убедиться, анализируя условия работы клапана. Одно из главных условий — это надежное уплотнение сопряжения клапана с седлом, при котором утечки газов из камеры сгорания минимальны, а компрессия — максимальна. Выполнение этого условия одновременно означает обеспечение хорошего теплового контакта клапана с седлом. Другими словами, плотное прилегание клапана к седлу позволяет отводить тепло от нагретой горячими газами тарелки через седло в головку блока, охлаждаемую жидкостью. И наоборот, любое нарушение герметичности в сопряжении клапана с седлом приводит к нарушению нормального теплового режима тарелки, седла и возникновению опасных дефектов, грозящих разрушением деталей.
Очень важно, чтобы герметичность сопряжения сохранялась в течение всего срока службы двигателя. Это достигается приданием уплотняющим фаскам седла и клапана специального профиля, компенсирующего износ сопряженных поверхностей. Кроме того, правильная геометрия седла уменьшает сопротивление при впуске топливовоздушной смеси и выпуске отработавших газов, учитывая экономические и мощностные показатели двигателя.
Вполне естественно, что в процессе эксплуатации седла и фаски клапанов изнашиваются. Нередки и более серьезные дефекты седел, которые удается обнаружить при тщательном контроле головки блока.
Как проверить седло?
Прежде чем приступить к проверке, необходимо тщательно очистить поверхность камер сгорания и седел — под слоем нагара могут скрываться трещины. Особое внимание следует обратить на «отмытые» от нагара в процессе работы двигателя поверхности камер, резко отличающиеся от других камер по цвету: именно здесь наиболее вероятно обнаружение всяческих сюрпризов.
В зависимости от характера дефектов принимается решение о ремонте старых седел или необходимости замены их на новые.
Менять седло необходимо в следующих случаях:
— обнаружена трещина в стенке камеры сгорания, и предполагается ремонт головки блока сваркой;
— седло повреждено разрушившимся клапаном или поршнем;
— есть подозрение на ослабление посадки седла в головке;
— вокруг внешнего диаметра седла наблюдаются следы коррозии;
— на седле обнаружена трещина или имеются следы его обгорания;
— большой износ седла, ведущий к его чрезмерному «углублению» при ремонте.
Последний дефект может привести к тому, что тарелка клапана сильно «провалится», и стержень клапана выдвинется вверх, нарушив работу гидротолкателя.
Если один из указанных дефектов обнаружен, необходимо заменить дефектные седла, строго соблюдая технологию замены. Такая технология рекомендована, в частности, фирмой Kolbenschmidt.
Как заменить седло?
Вообще говоря, замена седла — операция несложная и может быть выполнена несколькими способами.
Вначале необходимо удалить старое седло. Для этого удобнее всего использовать специализированный станок для ремонта головок блока, хотя вполне допустимо использовать универсальное станочное оборудование (расточной или фрезерный станок) или даже ручные приспособления для ремонта седел.
Перед обработкой с помощью направляющего стержня (пилота) головка блока устанавливается на станке так, чтобы обеспечить соосность отверстия направляющей втулки и режущего инструмента. Если настроить резец на размер, чуть меньший наружного диаметра седла, то после растачивания оставшаяся тонкая часть седла, как только она начнет вращаться, легко удаляется вручную.
Гнездо седла желательно расточить для обеспечения его соосности с направляющей втулкой. В головках двигателей старых конструкций, имеющих толстые стенки, допустимо обработку гнезда не проводить, если его поверхность не имеет дефектов и чрезмерных отклонений от цилиндричности.
При наличии трещин в головке блока их разделывают и заваривают, и лишь после обработки сварных швов растачивают гнезда для седел. В подобных случаях обязателен и контроль на герметичность рубашки (опрессовка) головки — его также необходимо делать при любом подозрении на наличие скрытых трещин.
Сама опрессовка — операция не сложная, однако достаточно трудоемкая. Ее проводят в горячей воде сжатым воздухом под давлением 6 атм — обычно этого достаточно, чтобы пузырьки в местах скрытых трещин сделали их видимыми.
При растачивании гнезда на станке следует придерживаться определенных режимов резания: для чугунных головок — 250 об/мин без масла, а для алюминиевых — 600 об/мин с маслом. После обработки диаметр гнезда у двигателей прошлых лет выпуска должен быть в среднем на 2,5 мм больше диаметра тарелки клапана, а глубина — 4,6,5 мм. У новых моторов диаметр гнезда под седло может и не превышать диаметра тарелки из-за недостаточной толщины стенок.
Новые седла изготавливаются из специальных чугунов или спеченных материалов. Некоторые фирмы выпускают заготовки седел в виде труб с соответствующими наружным и внутренним диаметрами либо уже готовые седла с увеличенным наружным диаметром.
Материал седла имеет решающее значение для долговечности и надежности двигателя. Поэтому некоторые производители (включая фирму Kolbenschmidt) выпускают седла из специальных материалов. Так, для высоконагруженных моторов находит применение композиционный материал — высокодисперсный карбид вольфрама, распределенный в матраце из инструментальной стали. По твердости и прочности такой материал подобен чугуну, но имеет более высокую износо — и теплостойкость. При введении в стальную матрицу специальных добавок седло приобретает свойства керамики со смазывающими свойствами в условиях высоких температур. Тем самым предотвращается эрозия седла, вызываемая микросваркой седла с поверхностью клапана, что случается с обычными материалами седел у газовых двигателей и тяжело нагруженных дизелей.
При изготовлении седла важно выдержать натяг (в среднем 0,0,15 мм) по наружному диаметру и «не промахнуться» с внутренним диаметром, который обычно меньше диаметра тарелки клапана на 2,5 мм. Кроме того, необходимо выполнить на седле заходную фаску, исключающую задир гнезда при установке седла.
Установка седла — наиболее ответственный этап работы. Если замеры седла и гнезда выполнены правильно, в отверстии гнезда не осталось стружки, и приготовлена специальная оправка, можно приступать к запрессовке.
Для облегчения установки седла головку блока следует подогреть до 200°С, а само седло охладить в жидком азоте или углекислоте. Запрессовка осуществляется ударным способом и быстро, чтобы до ее окончания не произошло выравнивание температуры деталей.
Как поправить седло?
Изношенное или замененное седло обрабатывается для придания ему соответствующего профиля. Очевидно, этот профиль должен соответствовать форме тарелки клапана, иначе возможны негерметичность сопряжения, перегрев и разрушение тарелки и седла клапана.
Поверхность контакта тарелки с седлом должна располагаться на расстоянии 0,0,8 мм от наружного диаметра тарелки. Приближение поверхности контакта к кромке тарелки улучшает перенос тепла от клапана в седло. Но как только эта поверхность выходит на кромку тарелки, на ней концентрируется большой поток тепла, способный легко сжечь тарелку и седло. Перенос поверхности контакта ближе к стержню клапана также повышает температуру кромки тарелки (она «повисает в воздухе» и хуже охлаждается) и, кроме того, увеличивает гидравлическое сопротивление потокам топливовоздушной смеси и продуктов сгорания.
Читайте также: Аккумулятор топла 60 характеристики – Характеристики, как заряжать и обслуживать Отзывы
Чтобы добиться требуемого профиля седла, рекомендуется вначале обрабатывать основной угол седла (его обычно делают на 0,1o меньше угла фаски клапана, чтобы ускорить приработку клапана к седлу), затем — верхний угол для обеспечения высоты рабочей фаски седла, после чего — угол, примыкающий к поверхности камеры сгорания, обеспечивающий нужный диаметр седла.
Очень важна ширина рабочей фаски седла. Обычно для впускных седел ширина рабочей фаски составляет 1,1,5 мм, для выпускных — 1,2,0 мм. Для седел клапанных моторов, имеющих диаметр тарелки менее 32 мм, ширину фаски можно уменьшить в 1,2 раза. При увеличении ширины фаски (и, соответственно, площади контакта) улучшается охлаждение тарелки, но труднее обеспечить герметичность. Последнее может вызвать утечки горячих газов и прогар седла или клапана. Напротив, узкая фаска отлично уплотняет, но срок службы клапана и седла сокращается из-за высоких механических нагрузок и температур на поверхностях контакта.
Для качественной обработки седел применяют разные методы: шлифовку, расточку специальными фрезами и резцами — вручную или на специализированных станках.
Наиболее простой способ обработки — твердосплавными ручными фрезами («шарошками»). Купить этот недорогой отечественный инструмент сейчас можно во многих местах. В результате обработки профиль седла получается несколько упрощённым, наблюдается незначительная неконцентричность седла и оси отверстия направляющей втулки. Все это, а также невысокая чистота и следы «дробления» инструмента требуют последующей притирки.
Прекрасные результаты дает использование инструмента американской фирмы NEWAY. На нём твёрдосплавные резцы имеют несколько режущих кромок и могут регулироваться по диаметру. Такой инструмент обладает достаточной универсальностью и обеспечивает хорошую точность и чистоту поверхности, которая не требует последующей притирки. Простота NEWAY делает его привлекательным для использования в условиях СТО.
Самые широкие возможности даёт обработка профильным резцом. В этом случае геометрия седла заложена в профиле самого инструмента. Ошибок и неточностей здесь уже быть не может. Сёдла получаются в точности такими, какими их спроектировали конструкторы мотора. Более того, все сёдла получаются одинаковыми, а для работы мотора это немаловажный момент. Проводить такую обработку позволяют не только специализированные станки, но и относительно недорогие установки с ручным приводом, выпускаемые иностранными фирмами.
Аналогичные возможности имеет и отечественная установка «Механика-2». Основой конструкции является самоустанавливающийся шпиндель с микроподачей.
Обработка сёдел на такой установке идёт минимум в три раза быстрее, чем ручными шарошками, за счёт одновременной обработки всех фасок седла, причем можно получить профиль любого сечения, а также удалить изношенное седло и обработать гнездо под запрессовку нового. Последнее весьма удобно при производстве тюнинговых и спортивных ГБЦ с «радиусным» профилем и увеличенным диаметром седла.
В промышленном ремонте используются специализированные «головочные» машины. В России такие станки пока не выпускаются, а из импортных моделей популярны SUNNEN, SERDI, BERCO и AMC. Такое оборудование позволяет выполнять любые необходимые операции и обрабатывать или заменять сёдла и направляющие на любых ГБЦ. Шпиндельная часть станка свободно перемещается по станине на воздушной подушке, что облегчает самоцентрирование резца.
Точность обработки седла на указанном оборудовании очень высока, что обеспечивает хорошую герметичность клапана после сборки узла. Напротив, после обработки недорогим ручным инструментом рабочая фаска седла нередко не концентрична оси отверстия направляющей втулки (несоосность более 0,02 мм), а поверхность фаски оказывается некруглой или имеет характерное «дробление». Тогда приходится прибегать к дополнительной операции — притирке клапана к седлу.
Притирка хорошо освоена и широко применяется на большинстве отечественных СТО. Более того, в некоторых мастерских весь процесс ремонта седел вообще ограничивают одной притиркой, получая в результате совершенно произвольную форму сопряжения седла и клапана. Зарубежные фирмы притирку не рекомендуют ни в каком виде, на что есть весьма серьезные причины.
Действительно, при высокой точности обработки, характерной для импортного оборудования, притирка не нужна. В России хорошее оборудование пока не распространено, а то, что используется, не дает нужной точности, из-за чего без притирки не обойтись. Но притирка — это неизбежное искажение формы седла и фаски клапана, насыщение седла абразивными частицами и в конечном счете заметное снижение ресурса двигателя. Так что притирать клапан или нет — решайте сами.
После тщательной мойки всех деталей проводят контроль герметичности клапанов. Быстрее всего эта проверка выполняется на специализированных вакуумных установках. Однако результат не всегда достоверен — усилие прижатия тарелки к седлу достаточно велико, и некоторые погрешности обработки (в частности, несоосность стержня и фаски клапана или отверстия направляющей втулки и седла) могут быть не замечены. На наш взгляд, даже простая проверка прилегания клапана «по краске» более достоверна. В некоторых мастерских герметичность клапанов проверяют, наливая в камеру керосин, но это сложнее и дольше.
Последняя проверка — на «выступание» стержня клапана — необходима в основном для двигателей с гидротолкателями. Если тарелка слишком сильно выступает в камеру сгорания, его стержень «утоплен», и гидротолкатель не выберет зазора в приводе — не хватит хода плунжера. Такая ситуация возможна после установки новых седел. При ремонте старых седел возможно «проваливание» тарелок, при котором клапаны после сборки головки могут зависнуть в открытом положении, уперевшись в полностью сжатые гидротолкатели.
Что еще надо сделать?
Безусловно, отремонтированная головка блока перед сборкой должна иметь ровную привалочную плоскость. Восстанавливается плоскость обработкой на плоскошлифовальном или фрезерном станках, но наилучшие результаты дает обработка на специализированном станке (такое оборудование выпускается рядом зарубежных фирм). Определенную сложность представляет обработка головок дизельных двигателей с форкамерами. Форкамеры выполнены из жаропрочных сталей, а на некоторых моторах встречаются даже керамические форкамеры, обладающие очень высокой твёрдостью. Обработать плоскость такой головки можно специальным инструментом в виде блока абразивных секторов.
Строго говоря, форкамеры должны иметь выступание над поверхностью ГБЦ в пределах 0,0,05мм. Соблюдение этого требования значительно усложняет работу: необходимо удаление форкамер, затем обработка ГБЦ по плоскости, затем запрессовка новых форкамер в головку прямо на столе шлифовального станка, а уже затем обработка только поверхности форкамер. На практике «хорошо сидящие» в головке блока форкамеры лучше без острой необходимости «не беспокоить». Их выступание при обработке плоскости получится само, за счёт «отжатия» инструмента — с твёрдой стенки форкамеры станок снимет меньше металла, чем мягкого материала головки.
Итак, все сделано — отремонтировано, восстановлено, проверено, промыто. Значит, можно собирать? Еще рано. Забыли проверить пружины клапанов — их длину в свободном состоянии и усилие при сжатии на определенную величину, регламентированные производителем двигателя.
Перед установкой клапанов в головку необходимо смазывать их стержни маслом, а при установке маслосъемных колпачков не стоит забивать их «со всей ненавистью» — на некоторых двигателях колпачки не имеют упора и легко могут оказаться порваны.
В остальном сборка головки блока обычно не вызывает затруднений. Перед установкой головки на блок цилиндров желательно повернуть распределительный вал в положение, соответствующее ВМТ го цилиндра, а поршни поворотом коленвала несколько отвести от ВМТ, чтобы не погнуть клапаны. Осталось смазать болты головки блока, затянуть их и точно установить фазы газораспределения.
Рекомендуемый натяг седел в головке блока цилиндров
| 0,08 | 0,12 | |
| 40 | 0,11 | 0,15 |
| 50 | 0,13 | 0,18 |
| 60 | 0,16 | 0,20 |
| 70 | 0,18 | 0,22 |
| Чтобы удалить старое седло, его растачивают (а) до момента, пока оставшееся тонкое кольцо не провернется (б). После чего гнездо растачивают «как чисто» или под готовое новое седло (в) |
| Установка нового седла выполняется с помощью оправки (а) ударным способом (б) |
| Контроль прилегания клапана к седлу — необходимая процедура при ремонте седел |
Очень важно правильно определить притерся клапан или нет.
Поработала за вас дрель при притирке клапана, теперь надо точно узнать притерся клапан или нет. Вытаскивайте клапан и протирайте тряпкой начисто, притертое место будет иметь серый матовый цвет а не притертое будет либо блестеть если клапан новый или отличаться от серого, а проще смотрите чтобы цвет клапана по кругу был одинаков и если есть оттенки цвета лучше пусть еще дрель поработает. Обычно клапан притирается сразу если он не кривой.
Фото. Плохо притертое седло клапана.
А вот седло клапана не всегда быстро притирается это зависит от того как глубоко оно прогорело, также протирайте начисто седло клапана и внимательно просмотрите цвет притираемой области если есть разные оттенки цвета, опять начинайте притирать, дрель железная пусть работает. Запомните, если плохо притрете клапан, то через некоторое время он опять прогорит, поэтому лучше лишний раз потереть клапан, чем через какое-то время он прогорит.
Еще совет, пусть у вас прогорел только один клапан, не поленитесь, притрите все клапана.
Фото. Переходник для притирки клапанов ВАЗ 08-09
Инструмент
Если делаем замену клапанов своими руками, будь это ВАЗ либо другой автомобиль, нужно не упустить такой нюанс, как наличие специального инструмента. Вот что понадобится:
Комплекты: гаечных ключей, головок, отверток для демонтажа и монтажа элементов машины.
Рассухариватель клапанов. Он нужен для сжатия пружин, чтобы устранить сухарики (стопорные элементы).
Инструмент для притирки. Клапана нуждаются в притирки, для обеспечивания компрессии. Приобретение специального приспособления не целесообразно, можно воспользоваться дрелью и куском шланга.
Шланг плотно соединяет клапанный стержень и насадку дрели и поступательными движениями производить притирку. Затем налить солярку в месте стыковки клапана и седла, если она не протекает, то работа сделана качественно.
Прибор для снятия маслосъемных колпачков. Производя замену клапанов надо сменить на втулках колпачки, что будет сделать довольно сложно своими руками. Лучше использовать специальный съемник.
Применяя подручный инструмент можно вызвать возникновение повреждений целостности детали, что приведет к потребности приобретения новых уплотнителей.
Есть еще один прибор — микрометр. Он даст точное измерение параметра стержня и выявляет дефекты износа клапанов.
Ключ для фиксации коленчатого вала, для того, чтобы настроить правильную работу ГРМ.
Желательно иметь динамометрический ключ для затягивания болтов.
Набиваем сальники клапанов
Но сначала надо снять старые сальники клапанов, на Жигулях их надо снимать осторожно и неком случае нельзя пытаться их сбить ударом, отколется место куда набивается сальник, возьмите плоскогубцы зажмите ими сальник клапана и постарайтесь прокрутить если сразу не пошел перехватитесь и снова пробуйте прокрутить так перехватывайтесь плоскогубцами и сальник клапана ослабнет прокрутится и выйдет. Также снимайте сальники клапанов с Уаза и Газа.
А теперь будем набивать сальники клапанов на Жигули, вставьте клапан и оденьте на него сальник клапана до направляющей втулки, возьмите трубку с внутренним диаметром 13мм и аккуратно легким молотком легкими ударами набейте сальник клапана только не перестарайтесь, а то порвете сальник. Если такой трубки нет можно более большую трубку немного сплющить до размера, а меньшую распилить немного вдоль и развести до размера. Также можно сначала с сальника клапанов снять пружинку чтобы случайно ее не повредить а потом одеть на сальник.
На УАЗ и Газ набивайте также как и на Жигули но трубка должна быть с внутренним диаметром 16мм.
Что такое притирка и для чего она нужна
Притирка клапанов — это процесс, обеспечивающий идеальное прилегание впускного и выпускного клапана в цилиндрах двигателя на их посадочных местах (седлах). Обычно притирка выполняется при замене клапанов на новые, или же после выполнения капитального ремонта двигателя. В идеале притертые клапана обеспечивают максимальную герметичность в цилиндре (камере сгорания). Это, в свою очередь, обеспечивает высокий уровень компрессии, коэффициент полезного действия мотора, его нормальную работу и технические характеристики.
Другими словами, если не притереть новые клапана, то часть энергии сгоревших газов, будет безвозвратно потеряна вместо того, чтобы обеспечить должную мощность двигателю. При этом наверняка увеличится расход топлива, а мощность мотора однозначно уменьшится. Некоторые современные автомобили оборудованы системой автоматического контроля за формой клапанов. Она попросту стачивает клапан, поэтому необходимость в ручной притирке отпадает.
Засухариваем клапан
Сняли клапан просто, а засухарить клапан без съемника клапанов не очень просто, но можно, подложите под клапан железку чтобы он на нее уперся, оденьте пружины, поставьте на пружины тарелку пружин и вложите в нее сухарики, возьмите рожковый ключ на 19 или 22 и сильно давите на пружины а товарищ пусть вставляет сухарики, это все проверенно я несколько раз так вставлял сухарики в клапана.
Надеюсь, вам поможет мой совет, и сможете самостоятельно заменить прогоревший клапан.
Процедура замены
Работа с заменой клапанов осуществляется следующим образом:
Снять навесные части. Запомнить порядок сборки и расположение элементов;
- снять головку блока. Затем головку нужно промыть и убедиться в отсутствии трещин в ней;
- проверить плотность между клапанами и сёдлами;
- удалить стопоры с клапанов. Для этого можно воспользоваться, помимо рассухаривателя, пинцетом;
- убрать пружины и верхние тарелки;
- изъять клапана;
- отшлифовать прилегающую плоскость ГБЦ.
Как быстрей притереть седло клапана?
Иногда автолюбитель ремонтируя свою машину сталкивается с проблемой притирки клапана. Это проявляется в том что седло клапана выработалось не равномерно притираешь клапан а седло клапана притерлось не полностью. Приходится долго мучится притирая седло тем самым стирается и сам клапан. Можно воспользоваться шарошкой если она есть, но скорей всего нет, но шарошкой тоже можно испортить седло клапана если есть хоть маленький люфт в направляющей втулки. Поэтому не мастеру сильно не советую увлекаться шарошкой. Но есть хороший способ более быстрого выравнивания седла клапана. Если есть старый рабочий клапан, то проточите на нем пазы как показано на фото ниже, мажьте на него притирочный порошок и притирайте седло клапана. После того как притрете седло, притрите основной клапан.
Фото. Клапан для быстрой притирки седла клапана.
Признаки неисправности
Причиной нестабильной работы двигателя, вызванной потерей мощности, компрессии в каком-либо цилиндре и вибрацией могут стать не только клапана.
Если рвется ремень ГРМ, то не факт, что загнет клапана, чаще обламываются толкатели. Даже при помощи компрессометра можно только убедиться в отсутствии компрессии в цилиндрах, но причину выяснить не удастся.
Можно добавить незначительный объем моторного масла в цилиндр, если при этом компрессия увеличится, то причина заключается в изнашивании поршневой группы.
Чтобы точнее определить диагноз двигателя лучше провести тест пневмотестером.
Как определить плотно прилегает клапан к седлу?
Если сняли головку, то обязательно обратите внимания на клапана, на первый взгляд может показаться что клапана хорошие, но есть один верный признак что клапан обязательно надо менять или притирать. Клапана могут быть разного цвета, белые, коричневые, черные и т.д. Это нормально все зависит настройки карбюратора и расхода масла двигателем. Но если клапан имеет разные оттенки как показано на фото ниже, это верный признак что клапан плохо притерт к седлу. Этот клапан надо обязательно притирать, либо заменить новым, но притирать обязательно.
Фото. Клапан с признаками на прогорание.
Клапан что на фото еще можно притереть, но если есть синий оттенок такой клапан лучше заменить новым.
Пошаговый алгоритм замены клапанов на ваз 2114
- Работы производить на холодном двигателе. Исключаются ожоги. Последующие регулировки предусматривают температуру до 25 градусов Цельсия. Предпочтительное место – гараж. Потребуется смотровая яма, электрическая розетка. Стол, верстак позволят удобно разложить инструменты, узлы, детали, комфортно разбирать, собирать головку блока.
- Обеспечить доступ к двигателю. Процесс разборки включает отсоединение многочисленных похожих электрических проводов, шлангов системы подготовки, подачи воздуха. Наличие подписанных бирок, закрепленных на снятых трубопроводах, проводах, исполнит роль шпаргалки, значительно облегчит жизнь автомобилисту, не занимающемуся постоянно ремонтом двигателей. Внимание должно быть мобилизовано на поиск, устранение поломок.
- Снять минусовый провод аккумуляторной батареи.
- Ослабить крепящие хомуты, стянуть резиновые патрубки.
- Открутить крепежи, извлечь воздушный фильтр.
- Свинтить два болта, убрать трос газа с треугольным кронштейном.
- Разобрать верхушку двигателя.
- Удалить крышку (крепится тремя винтами),
- Отвернуть катушку зажигания (три болта).
- Маркировать, отключить высоковольтные провода, вывернуть свечи.
- Убрать нижнюю защиту (4 точки крепления М8), находясь в смотровой яме (другой вариант – используя домкрат, поднять переднюю часть машины).
- Слить охлаждающую жидкость из блока (пробка на блоке снизу).
- Демонтировать дроссельный узел, датчик положения заслонки, регулятор холостого хода.
- Снять крышку головки блока. Проверить целостность уплотнения, расположенного по контуру, аккуратно заправить.
- Выставить ремень ГРМ по меткам. Зафиксировать маховик специальным приспособлением (вставляется в отверстие снизу напротив метки, нанесенной на маховике). Сбросить ремень газораспределительного механизма, шестерню распределительного вала.
- 0ткрутить ролик натяжения ремня, верхний конец штанги крепления впускного коллектора (нижний ослабить), штуцеры топливных шлангов, тройник термостата.
- Отключить, отвести в сторону жгут проводов, фишку форсунок.
- Демонтировать выхлопную трубу в сборе, освободить заднюю защитную крышку ремня ГРМ.
- Снять головку моторного блока (10 болтовых соединений), прокладку ГБЦ. Вытереть излишки масла ветошью.
- Ремонт, замена, притирка.
- Расположить на столе пружинами вниз. Произвести визуальный осмотр. Работоспособный клапан имеет ровный цвет поверхности, отсутствуют сколы, трещины. Темные пятна по краю окружности указывают на место прогара, утечки горючей смеси.
- Перевернуть. Подставить упор под выпускной клапан первого цилиндра. Демонтировать толкатель. Упереть трубку на сухари, легко ударить молотком (длительная эксплуатация способствует прилипанию фиксирующих элементов в пазах клапана). Отжать приспособлением, извлечь сухарики, пружину, сальник.
- Вытащить, осмотреть. Кромка клапана, седла должны быть чистыми, блестящими, без следов выработки, коррозии. Незначительный износ устраняется шлифовкой, притиркой, критический – приводит к смене всех деталей узла.
- Перед установкой старых, новых деталей следует обязательная подгонка запирающих кромок. Один из вариантов – применение электродрели. Выставить средние обороты, исключая перегрев. Нанести специальную пасту тонким слоем по соприкасающейся окружности.
- Вставить клапан на посадочное место. Повернуть блок шляпками вниз, зажать конец с пазами в патрон. Притирать, удерживая дрель в натяжку вверх, периодически меняя направление вращения, периодически проверяя результат. Положительным исходом считается ровный, блестящий край на обеих поверхностях. Повторить операции для остальных клапанов.
- Наблюдается приличный износ компонентов, пробег соответствует (превышает) паспортный – установить новые комплекты клапанных механизмов.
- Сборка, регулировка. Работа выполняется в обратной последовательности. Очистка, смазка прилегающих поверхностей. Болты ГБЦ затягивать в определенной последовательности, добиваясь плотного прилегания. Обязательно выполняется замена прокладок, сальников, регулировка зазоров клапанов, натяжения ремня ГРМ.
Тепловые зазоры регулируются путем подбора металлических мерных шайб, устанавливаемых в верхней части над клапаном. Отклонение от нормы не должно превышать 0.05мм. Размеры зазоров измеряются щупами, выставляются соответственно указанным в документации на машину.
Причины выхода из строя клапанов
Основными причинами, в результате которых клапаны ломаются или быстро прогорают, являются:
- регулярное использование топлива низкого качества;
- установка в ГБЦ свечей зажигания с неправильным калильным числом;
- частая езда на предельно допустимых оборотах движка;
- использование в качестве топлива пропановой смеси без соответствующей перепрошивки электронного блока управления;
- эксплуатация авто с регулярной детонацией двигателя.
Плохое качество топлива
Кроме указанных причин, к поломке клапанов может приводить еще одна, характерная только для 16-клапанных двигателей и невозможная для 8-клапанных — их удар об поршни в случае обрыва ремня газораспределительного механизма.
По своему назначению клапаны бывают двух видов:
Впускной
Отвечает за подачу топливовоздушной смеси в цилиндро-поршневую систему. Имеют цельный стержень и, обычно, тарелку большего диаметра для улучшения рабочих свойств.
Выпускной
Отвечает за отвод отработанных газов в процессе работы ДВС. Стержень этого типа клапанов изготавливается полым; внутрь его помещается натрий. Такая конструкция позволяет охлаждать выпускной клапан, так как он подвержен более высокому нагреву, чем впускной. Для его производства обязательно используется жаростойкий металл.
Почему же возникает необходимость замены клапанов?
При обычных условиях эксплуатации клапаны могут подлежать замене по причине износа. Происходит это примерно через 300 тысяч км пробега.
Причин, послуживших необходимости внеплановой замены, обычно две: прогорание и деформация.
Преждевременное прогорание может случиться из-за:
- постоянной езды на максимально возможных оборотах и, как следствие, детонирующий двигатель;
- частой заправки низкокачественным горючим;
- неправильно отрегулированного зазора (зазор слишком маленький и теплоотвод нарушен);
- неподходящего калильного числа свечей зажигания, и пр.
Деформируется клапан при обрыве цепи ГРМ или в том случае, когда она перемещается на несколько звеньев (такое случается при плохом натяжении). В результате стержень прогибается, что приводит к неплотному прилеганию тарелки к седлу.
Демонтаж ГБЦ
Для этого потребуется:
- произвести подготовительные работы: разомкнуть провод и «минусовую» клему аккумулятора, отсоединить трубки и шланги подачи технических жидкостей, топливные магистрали, снять навесное оборудование;
- затем снять крышку ГБЦ;
- открутить болты крепления ГБЦ;
- снять ГБЦ.
Демонтаж распределительного вала
Последовательность действий:
- снять приводной ремень;
- снять зубчатый шкив;
- открутить болты, которыми удерживается крышка распредвала;
- снять саму крышку и сальники;
- снять распредвал.
Прежде чем приступать к процедуре, следует вывернуть свечи зажигания. Это позволит избежать их повреждения.
Замена клапанов головки блока цилиндров

Выход из строя клапанов головки блока цилиндров- не редкость. Они могут выйти из строя в нескольких случаях: погнуться при обрыве ремня ГРМ. Если ремень ГРМ перескочит на несколько зубьев, что не редкость при плохо натянутом ремне, будет то же самое, стержень клапана подогнётся, тарелка будет неплотно прилегать к седлу и клапан не сможет держать компрессию. На цепном приводе растянутая цепь нередко перескакивает на несколько зубьев. эффект тот же самый: только что машина спокойно ехала, и вот вдруг стала и ничем ей не помочь.
Другим показанием к замене клапанов может стать их прогар. Такое случается, когда установлен неправильный зазор клапана, а именно, клапан немного «зажат» и не полностью закрывается, что ухудшает теплоотвод. Выхлопные газы делают своё дело, и тарелка клапана прогорает. Иногда вместе с клапаном приходиться заменить седло.
Клапана меняются только на снятой головке, по-другому их нереально высунуть.
Конструкция
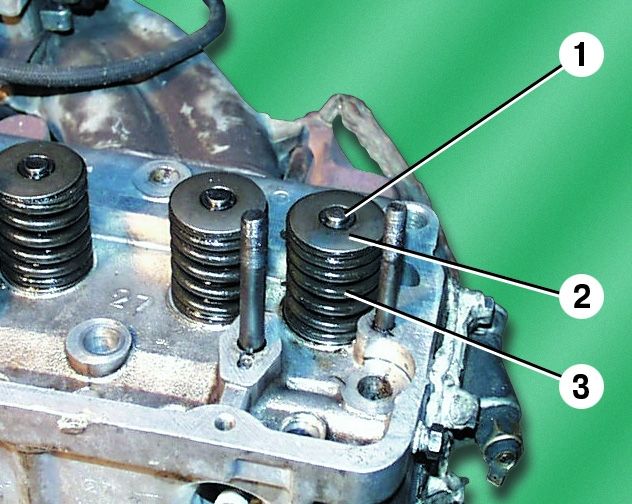
1- клапан, 2- тарелка, 3- пружина.
Клапан вставляется в ГБЦ снизу, а сверху на него устанавливается пружина, которая прижимает клапан к седлу. Пружина упирается в клапан через тарелку, которая фиксируется с помощью сухарей. Между направляющей втулкой клапана и клапаном устанавливают маслосъёмные колпачки, которые удерживают масло и не позволяют ему убежать в камеру сгорания.

Сверху на клапан давит распредвал. Чтобы добраться до клапана, распредвал надо снять. На некоторых двигателях, на той же «классике» жигулей, на распредвал давит на клапан через коромысла, они размещены на другом валу. Вал коромысел надо снять, чтобы получить доступ к клапану.
Нам понадобится инструмент
Для снятия / установки клапана нам понадобится некоторый инструмент. Для снятия вполне достаточно молотка и какой-то проставки, по диаметру примерно такой же, как тарелка клапана. Установить тоже можно без специнструмента, сдавив пружину через тарелку. Но не на всех двигателях можно туда подлезть. Поэтому лучше использовать специнструмент,- рассухариватель: он также сдавливает пружину, у него есть рычаг, и им удобно зафиксировать конструкцию в нужном положении.
Для маслосъёмных колпачков есть специальный инструмент, которым их набивают на направляющую.
Снятие
Когда распредвал и коромысла сняты, можно добраться до клапанов. На многих моторах зазор клапана регулируется с помощью шайб или стаканчиков. Они располагаются между клапаном и распредвалом. На других моторах могут ставить гидрокомпенсаторы, это такая же проставка, как и шайба, только не надо регулировать зазор, оно само отрегулируется.
Теперь, когда добрались до клапана, можно увидеть пружину и тарелку сверху пружины, в отверстие которой вставляется стержень клапана. Между стержнем клапана и тарелкой вставлены сухари, они конусные, и когда пружина давит на тарелку, то она упирается в эти сухари, которые вставляются в стержень клапана.
Чтобы извлечь клапан, нам нужно сжать пружину и вытащить сухари, то есть, «рассухарить клапан«. Снизу под клапан надо что-то подложить, чтобы не ушёл вниз за пружиной. Для этой операции используется специнструмент,- рассухариватель. Он тоже бывает разных конструкций, но для жигулей самый популярный в виде рычага: с одной стороны рассухариватель прикручивается к шпильке, упорной частью ставится на шайбу (тарелку) клапана, и потом надо надавить на рычаг; пружина уйдёт вниз и можно будет извлечь сухари. Рассухариватель также может быть выполнен в виде струбцины, принцип действия тот же, только конструкция другая, упор должен быть не на шпильку, а с обратной стороны.
А можно обойтись и без съёмника, тогда надо через проставку ударить по тарелке молотком так, чтобы пружина сжалась на величину сухаря, тогда сухарь сам вылетит. Чтобы он далеко не улетел, желательно прикрыть тряпкой. Но так ещё и клапан можно погнуть, поэтому данный метод только для профессионалов.
Когда клапан рассухарен, то его уже ничего не держит и он должен свободно выйти. Снимите конструкцию из рассухаривателя и вытащите клапан с обратной стороны. Под пружиной должна быть ещё одна тарелка, не потеряйте. А если клапан сам не вылез, его надо подтолкнуть, это он удерживается маслосъёмным колпачком. Кстати, раз уж меняете клапан, то замените и колпачки, деталь копеечная и почти всегда повреждается при замене клапанов.
Не помешает проверить направляющие клапанов и при необходимости заменить их.
Замена маслосъёмных колпачков

МСК снимаются обычными щипцами, плоскогубцами или любым другим инструментом, которым можно туда подлезть. Они крепятся на направляющих втулках. Чтобы набить новые колпачки, надо вставить клапан на посадочное место и пропустить через его стержень колпачок. Это делается для того, чтобы не разбить внутреннюю поверхность, когда он будет набиваться. Желательно смазать маслом, чтобы лучше садился.
Набивается мск специальной оправкой по плоскости торца. Чтобы никуда не ушёл во внутрь и используют стержень клапана. В комплекте может идти пластиковая насадка, которая заменяет клапан, можно ею воспользоваться.
Установка
При установке главное- не повредить маслосъёмный колпачок, чтобы через него в итоге не бежало масло. Лучше после набивки мск клапан не вытаскивать. Перед установкой новых клапанов их надо притереть. Поэтому эти все манипуляции надо делать после притирки. Если старый клапан не прогорел и выглядит вполне нормально, то на нём вполне достаточно поправить фаску и он будет как новый.
Для установки клапана делаем все те же манипуляции с рассухаривателем, что и при извлечении клапана: нам надо сжать пружину, и вставить сухари между тарелкой и клапаном в фаску на стержне клапана и отпустить пружину, чтобы сухарь зажался. После установке надо пройтись несильными ударами молотка по торцу клапана, чтобы сухари сели на место.
Вот и вся замена, остаётся только собрать грм: установить шайбы или гидрокомпенсаторы, распредвалы, коромысла и другую утварь, а также отрегулировать зазор клапанов. Если потребуется, то заменить шайбы на нужный размер. Распредвал перед установкой обязательно надо смазать маслом, чтобы не было задиров. На этом всё, можно ставить всё взад.
Замена клапанов ГБЦ

Статья о замене клапанов ГБЦ — краткие сведения о клапанах, процесс замены и притирки изделий к седлу. В конце статьи — видео о замене и притирке клапанов ГБЦ. Статья о замене клапанов ГБЦ — краткие сведения о клапанах, процесс замены и притирки изделий к седлу. В конце статьи — видео о замене и притирке клапанов ГБЦ.

Клапаны в двигателях внутреннего сгорания являются элементом газораспределительного механизма (ГРМ). Их задача — регулировать и подавать топливовоздушную смесь (либо воздух) в цилиндры и выпускать продукты сгорания. По расположению детали ГРМ может быть нижнеклапанным или верхнеклапанным, однако в современных моторах используется только последний вариант.
Краткие сведения

Клапаны имеют простую конструкцию и отличаются высокой износостойкостью. Последнее обусловлено материалом изготовления, который должен выдерживать повышенные нагрузки.
Сам клапан состоит из нескольких участков:
- тарелки (нижняя расширенная часть детали);
Место контакта тарелки и головки блока цилиндров называют седлом. Оно изготавливается из стали или чугуна и запрессовывается в ГБЦ.
По своему назначению клапаны бывают двух видов:
Впускной
Отвечает за подачу топливовоздушной смеси в цилиндро-поршневую систему. Имеют цельный стержень и, обычно, тарелку большего диаметра для улучшения рабочих свойств.
Выпускной
Отвечает за отвод отработанных газов в процессе работы ДВС. Стержень этого типа клапанов изготавливается полым; внутрь его помещается натрий. Такая конструкция позволяет охлаждать выпускной клапан, так как он подвержен более высокому нагреву, чем впускной. Для его производства обязательно используется жаростойкий металл.
Почему же возникает необходимость замены клапанов?
При обычных условиях эксплуатации клапаны могут подлежать замене по причине износа. Происходит это примерно через 300 тысяч км пробега.
Причин, послуживших необходимости внеплановой замены, обычно две: прогорание и деформация.
Преждевременное прогорание может случиться из-за:
- постоянная езды на максимально возможных оборотах и, как следствие, детонирующий двигатель;
Деформируется клапан при обрыве цепи ГРМ или в том случае, когда она перемещается на несколько звеньев (такое случается при плохом натяжении). В результате стержень прогибается, что приводит к неплотному прилеганию тарелки к седлу.
Процесс замены клапанов ГБЦ

Для того, чтобы произвести замену, придется основательно разобрать (а затем собрать) газораспределительный механизм. В зависимости от модели авто и конструктивных особенностей двигателя этот процесс может иметь некоторые отличия. Но в целом система демонтажа и сборки одинакова. В целом, последовательность действий такова:
Демонтаж ГБЦ
Для этого потребуется:
- произвести подготовительные работы: разомкнуть провод и «минусовую» клему аккумулятора, отсоединить трубки и шланги подачи технических жидкостей, топливные магистрали, снять навесное оборудование;
Демонтаж распределительного вала
- снять приводной ремень;
Прежде чем приступать к процедуре, следует вывернуть свечи зажигания. Это позволит избежать их повреждения.
Рассухаривание клапанов
Процесс осуществляется с помощью специального инструмента — рассухаривателя.
Некоторые используют дедовский метод. Для этого необходимо:
- закрыть место, откуда должен выскочить сухарь тряпкой (чтобы поймать его);
Метод можно использовать в крайнем случае и имея опыт. Новичок рискует нанести серьезные повреждения клапану, например, погнуть его. Покупка рассухаривателя — лучший вариант.
Снятие маслосъемных колпачков
Эту деталь, как и прокладки головки, необходимо заменить на новые.
Очистка и осмотр клапанов
После проведенных манипуляций извлеченные из втулки клапаны очищают от нагара и осматривают на предмет повреждений.
В зависимости от степени повреждения, деталь необходимо:
- заменить на новую;
Также необходимо проверить седло клапана. Если прогары и раковины на нем слишком серьезные, чтобы убрать притиркой, седло придется обработать с помощью специального инструмента, который называют шарошкой или борфрезой. Шарошка представляет собой насадку для обработки различных поверхностей, в том числе и металлических. Она крепится на дрель и устраняет механичнские повреждения.
В процессе главное — не увлечься и не снять слишком большой слой металла. Также не следует интенсивно давить на дрель, это приводит лишь к перегреву и затруднению самой обработки. Перед работой головку шарошки рекомендуется смазывать специальным смазочным составом, чтобы снизить интенсивность износа.
Приобретение нового набора клапанов необходимо при полном уничтожении детали (иногда такое случается) или деформации стержня. Теоретически погнутый стержень можно выпрямить, но затраченные время и усилия того не стоят.
Выбирая клапаны, следует убедиться в том, что они идентичны. Особенно важно, чтобы детали имели одинаковую высоту. Поверхность не должна иметь царапин, сколов и любых других повреждений. Перед установкой всю деталь, за исключением фаски (ее следует притереть), желательно отполировать.
После притирки клапанов необходимо произвести сборку конструкции. Все манипуляции производятся в обратном порядке.
Притирка клапанов

Ключевой момент замены — притирка клапана к седлу. Процедура направлена на устранение малейших несоответствий при контакте деталей в процессе работы и повышения герметичности.
Притирочная паста
Прежде чем приступить к работе, следует обзавестись притирочной пастой. Рынок изобилует вариантами, начиная от дешевых составов сомнительного происхождения и заканчивая профессиональными пастами.
По своим рабочим характеристикам притирочные пасты бывают крупнозернистыми и мелкозернистыми (иногда что-то среднее). Обзавестись нужно и той, и другой.
Крупнозернистые используются для проведения первичной притирки. Мелкозернистые — для финишной.
По сути, паста выполняет роль наждачки, шлифуя детали и делая их максимально совместимыми друг с другом.
Последовательность действий по притирке клапанов такова:
- На фаску (клапан должен быть предварительно вычищен, если нет надобности в его замене на новый) наносится тонкий равномерный слой крупнозернистого состава.
Замена клапанов — довольно хлопотная процедура, хотя не такая уж и сложная. Для любителя наибольшую трудность представляет правильно разобрать и собрать ГРМ. Чтобы избежать ошибки, следует тщательно запоминать расположение всех разбираемых элементов конструкции относительно друг друга. Чтобы при сборке не перепутать ничего, некоторые в процессе демонтажа пользуются специальным маркером, помечая на деталях места соединения и расположения тех или иных элементов.
Видео о замене и притирке клапанов ГБЦ:
Источник https://toyota-chr2.ru/sovety/kak-snyat-klapana-s-golovki.html
Источник https://kakavto.com/?p=1495
Источник https://fastmb.ru/soveti_auto/2070-zamena-klapanov-gbc.html


