Как делают металл для VW, Renault, Hyundai, Kia. — репортаж с завода
Из череповецкой стали штампуют почти всё, что выпускают на российских автозаводах. «За рулем» отправился в Череповец, чтобы разобраться, как производят прокат для автопрома и какая толщина у металла, из которого изготовлен кузов вашего автомобиля.
Череповецкий металлургический комбинат рождает смешанные чувства.
Смотрю на грандиозные доменные печи и проезжающие составы с расплавленным металлом — и в голове звучит мелодия «Время, вперёд!» из девятичасовых новостей. А реки раскаленной руды заставляют вспомнить кузни гномов из эпического произведения Толкиена.
Здесь творится магия рождения металла, из которого делают автомобильный лист. Из «северстали» штампуют почти всё, что производится в России, — кабины и кузовá автомобилей ГАЗ, КАМАЗ, Haval, Renault, Nissan, Peugeot, Citroen, Volkswagen, Hyundai и Kia.
Стройка вопреки
Череповецкий комбинат появился скорее «вопреки», нежели «благодаря». Но и благодарить есть кого — ученого-металлурга Ивана Павловича Бардина. Именно он предложил не строить комбинат рядом с месторождением руды или угля, который был основным топливом.
По мнению Бардина, Череповецкий завод следовало строить на равном удалении как от обоих месторождений, так и от двух столиц, на перекрестке водных артерий и железнодорожных путей.
Было много возражений, но стройка началась — по распоряжению Сталина, с которым, ясное дело, никто спорить не решался. Проект стартовал ударными темпами: НКВД пригнал около десяти тысяч заключенных. Но помешала война. Стройка возобновилась только в 1947 году, и через восемь лет комбинат дал первую партию чугуна. Причем очень высокого качества. Спустя три года отлили первую сталь. А уже в 1962 году комбинат стал рентабельным — Бардин оказался прав.
Сейчас Череповецкий металлургический выдает по 12 миллионов тонн стали ежегодно. Большая часть этого объема приходится на конструкционную сталь для судостроения и строительной отрасли. Автомобильный лист составляет лишь 10% объема. Однако именно это производство самое технологичное, требовательное и затратное.
Брак не прокатит
Всё начинается с доменных печей, коих в Череповце четыре (скоро закончится строительство пятой). Особая гордость — печь «Северянка» высотой больше 100 метров. Гигантская домна была задута (именно так называется запуск доменной печи) в 1986 году и долгое время оставалась самой большой в мире, попав в Книгу рекордов Гиннесса.
Позже в Японии, Корее и Китае появились домны больше, но в Европе «Северянка» по-прежнему королева. Аппетит под стать размеру — каждый день она сжирает по шесть железнодорожных составов кокса и почти 70 тысяч кубометров газа, отдавая взамен по 13–15 тысяч тонн чугуна — исключительно передельного (так называют чугун для последующей переплавки в сталь). И хотя технология доменного производства не меняется уже столетие, управление и контроль — на современном уровне. Комната операторов напоминает центр управления космическими полетами.
Расплавленный чугун отправляется в сталеплавильный цех, который тоже поражает воображение. Над головой проезжают гигантские чаны; из них расплавленный металл переливают в формы и смешивают с металлоломом и присадками. Состав этого «винегрета» определяет физические и химические свойства стали, необходимые заказчику. При нас готовили сталь для ГАЗа. Точный состав, который требует каждый производитель, держат в секрете. Но всем производителям отправляют высокопрочную сталь, предел прочности которой 1500–2000 мПа. На выходе получают большие раскаленные отливки, так называемый сляб.
Расплавленный чугун отправляют в переплавку, замешивая с металлоломом и присадками. На выходе получают раскаленные отливки из стали.
Расплавленный чугун отправляют в переплавку, замешивая с металлоломом и присадками. На выходе получают раскаленные отливки из стали.
После того как газовые резаки настругают одинаковые плиты сляба, в дело вступает стан горячей прокатки «2000». Число означает вовсе не год открытия, а ширину валков, через которые черновой сляб проходит, утончаясь до толщины автомобильного листа. Раскаленные плиты больше километра едут по конвейеру, периодически попадая в тесные объятия валков. Каждый такой проход сопровождается брызгами искр и тяжелым дыханием испаряющейся воды, необходимой для охлаждения.
На выходе прокат закручивается в километровые рулоны. Их-то и отправляют на финальную обработку — в новенький цех оцинковки. Здесь чисто и светло, ничего общего с брутальным производством черного металла. Череповецкая сталь не зря устраивает всех зарубежных производителей, пришедших к нам на рынок. Технологию оцинковки изменили — увеличили температуру процесса (420 градусов), благодаря чему атомы цинка не просто покрывают лист, а проникают глубоко в структуру, что гораздо эффективнее. Не важно, на чем вы ездите — на ГАЗели, Солярисе или Фольксвагене. Они все оцинкованы одинаково. Различаются лишь свойства стали. Так что ржавеют машины по-разному только из-за этого. Ну и из-за качества окраски.
Рулоны нарезают в листы, они проходят оцинковку, после чего их снова сваривают между собой и закручивают в рулоны уже окончательно и бесповоротно — для отправки заказчику. Причем швы увидеть просто нереально — на выходе получается цельный километровый лист. Размер рулонов определяется заказчиком — вес варьируется от 5 до 30 тонн. Но перед этим весь лист проходит контроль, причем очень жесткий. Даже малейший брак недопустим. Всматриваясь в дефектные листы, я иногда не мог найти хоть какой-то изъян. Кстати, совсем недавно на заводе освоили производство и стали DР600, предназначенной для изготовления колесных дисков.
Культура производства
Атмосфера и масштабы предприятия вселяют гордость: не все промышленные гиганты Союза отправились в небытие. Завод работает и кормит не только владельцев, но и город: благодаря Северстали Череповец живет и развивается.
И о людях думают. Вот простая мелочь: во всех цехах, у каждой лестницы — плакаты с просьбой держаться за поручни. Казалось бы, никто их не читает, но травматизм снизился на 80%! Именно из этого складывается культура производства, а без нее качества не достичь.
Как «строят» гоночные автомобили. Кузов.

Предыдущая часть в которой было введение и описание подхода к выбору автомобиля находится ЗДЕСЬ
Итак мы выбрали класс, марку и модель автомобиля. Нашли подходящего донора, возможно даже купили новый стандартный автомобиль. Время приступать к работе.
1. Разборка.
Из салона автомобиля вынимается все, то есть совсем все, включая проводку, пластик, резинки. Вынимаются и вырезаются все стекла. Снимается внешние навесные детали, такие как двери, крылья, бампера и т.д. Вынимаются все агрегаты, подвеска и т.д. По итогу должен остаться цельный кусок метала кузова и все.

2. Обработка и очистка
Удаляются все теплоизоляционные и шумоизоляционные маты. Всякие дополнительные покрытия призванные защищать от шума и кузов от коррозии.
Этим процессам подвергаются все поверхности включая днище и внутри кузова.
Порой кузов подвергают пескоструйной обработке с помощью специального аппарата, счищаются остатки краски и остается металл.

Как видно из названия обработка с помощью этого аппарата происходит под действием частиц песка подаваемых воздухом с большой скоростью на очищаемую поверхность.
Отпиливают все лишние кронштейны и все что не нужно и разрешено регламентом удалить, какие то детали можно просверлить для облегчения. Это делается для дополнительного облегчения
3. Усиления и каркас
Этот кузов, если это не запрещено техническими требованиями, усиливают в необходимых для конкретной модели частях. Делается это с помощью накладок порой повторяющих форму кузова, но далеко не всегда. Их вваривают и проваривают родные детали.
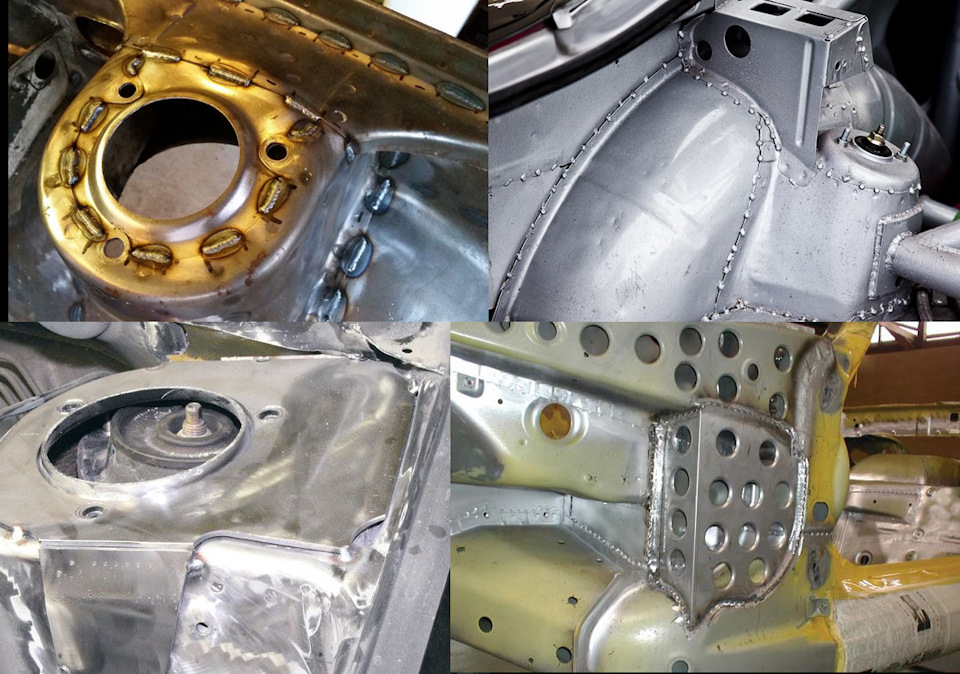
Чаще всего усиливают места крепления подвески и агрегатов. Подобное усиление увеличивает жесткость кузова и нагрузки которые он может воспринять.
Производится подготовка под установку спортивных сидений и ремней безопасности. кронштейны сидения крепится на специальные поперечины. Ремни через рым болты к специальным закладным пластинам. Пластины привариваются к кузову.

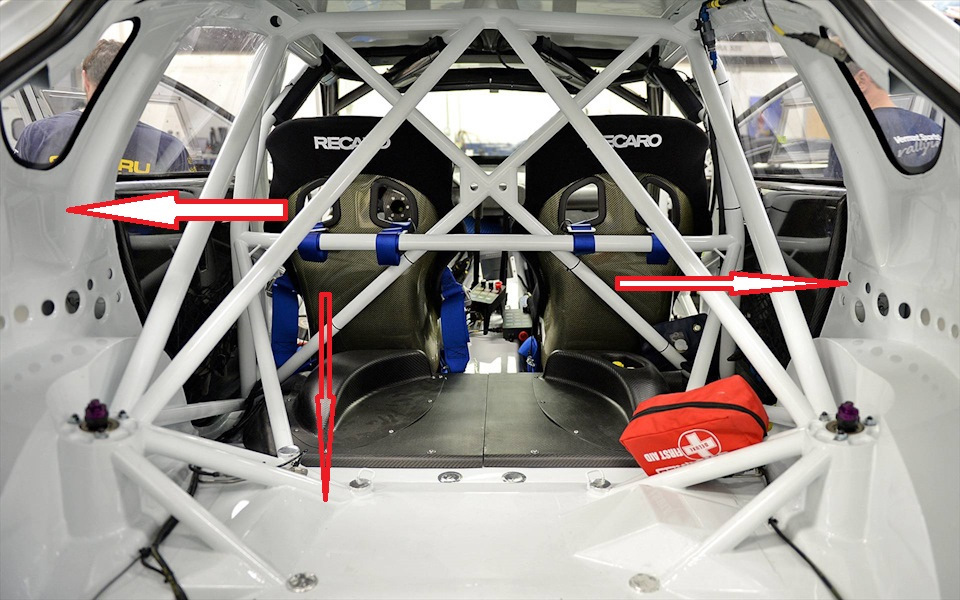
Вваривается каркас безопасности, один из важнейших элементов системы безопасности и главное усиление кузова.
Как создается машина с нуля: Описание всего процесса

Всем нам известно, что автомобили являются техническими сложными устройствами а также, что они производятся на крупных автопромышленных предприятиях. Но мало кто из нас знает, как происходит весь этот процесс начиная от самого начала создания новой модели и заканчивая выходом ее к потребителю. Ведь прежде чем отправиться в серийный выпуск на конвейер, автомобиль необходимо разработать, спроектировать нужный прототип и потом уже провести инженерные испытания и так далее. На самом деле весь процесс создания нового автомобиля по уровню технической сложности почти-что сравним с той разработкой космической «одиссеи на Марс». Уважаемые читатели, предлагаем вам ознакомиться (если это интересно) и проследить вместе с нами за полным процессом создания автомобиля, начиная прямо с самого начального пути. Этот как-бы гид был составлен анонимным зарубежным источником, который в настоящее время работает в одной из известных автомобильных компаний. Мы со своей стороны сгруппировали и разделили весь происходящий процесс на пять основных категорий.
Обратите ваше внимание, что весь процесс создания новой модели с нуля и до поступления этой новинки в автосалон в среднем занимает около 72-х месяцев. Какие-то автокомпании умеют делать это быстрее, а какие-то чуть медленнее. Все зависит от сложности разработки и наличия больших инвестиций вложенных в проектирование и в создание нового автомобиля. И еще, обратите внимание на следующее, наш анонимный гид раскрывает для всех нас (вас) определенные секреты завода производителя рассказывая о том, что на самом деле происходит внутри компании при создании и разработке новой модели автомобиля, а не говорит о том обновлении существующего как-бы уже автомобиля (рестайлинге) о котором обычно пишут и рассказывают господа журналисты. И так, приступим к изучению.
1). Подготовка к проектированию новой модели авто
Срок работ: от 0 — до 72 месяцев.

- Исследование внутреннего рынка а также и зарубежных рынков, для определения роли данного продукта и его компонентов в глобальном портфеле компании. Также, определение и разделение этого продукта от аналогичных моделей бренда которые продаются на мировом рынке.
- Определение главных особенностей новой модели, ее преимущества и потенциальные продажи на зарубежных рынках.
- Определение конкурентов и естественно целевых клиентов. Установка ограничения веса автомобиля; планирование экономии топлива и планирование объема производства.
- Аналитическая оценка нового проекта.
- Определение силовых агрегатов, которые будут устанавливаться на новую модель.
- Бюджет проекта, финансирование, ценообразование, инвестиционные идеи.
- Инженерный компьютерный анализ.
- Определение списка поставщиков компонентов.
2). Дизайн модели
Срок работ: от 0 — до 72 месяцев (после исследования рынка).

- Интерьер-эскизы, выбор дизайнерских тем, модели сборки, сбор информации об отзывах на дизайн.
- Разработка внешнего дизайна.
- Внешние цвета кузова, цвета интерьера-салона, выбор материалов отделки интерьера.
- Оценка аэродинамических особенностей кузова.
- Создание концепции для демонстрации на автосалонах.
- Создание испытательного прототипа.
- Инженерные тестирования опытного образца и сбор инженерных отзывов.
3). Инжиниринг
Срок работ: от 0 — до 72 месяцев (одновременно с разработкой дизайна).
Источник https://www.zr.ru/content/articles/920756-reportazh-s-zavoda-severstal/
Источник https://www.drive2.ru/b/524885961453077667/
Источник https://1gai.ru/publ/515865-kak-sozdaetsya-mashina-s-nulya-opisanie-vsego-processa.html





