О технологии лужения при проведении пайки кузовных деталей

При кузовном ремонте одним из способов соединения деталей (металлических, металлизированных) является пайка. Этот технологический процесс осуществляется благодаря расплавленному припою. При затвердевании его, вследствие диффузии в основной металл, происходит надежное соединение скрепляемых деталей автомобиля. Во время выполнения таких работ температура плавления припоя намного ниже, чем у основного металла, который не расплавляется. О процессе работы и лужении кузова автомобиля при ее проведении рассказано далее.
Общие сведения о технологии
Последовательность процесса выглядит следующим образом:
- подготовка деталей;
- покрытие поверхностей, предназначенных для спайки, флюсом;
- лужение кузова;
- пайка .
Соединение металлических и металлизированных элементов при пайке оловом осуществляется благодаря осаждению легкоплавкого сплава. При этом способе нужно использовать только припой, содержащий помимо основного металла еще и свинец. Применение чистого олова невозможно, так как оно недостаточно жидкотекучее, а значит плохо проникает между опорными поверхностями спаиваемых деталей кузова. Кроме того, при охлаждении металл без примеси становится хрупким, поэтому в зависимости от вида выполняемых работ к нему необходимо добавлять определенный процент свинца. Чаще всего в процентном соотношении это выгляди так: олово 33% и свинец 67%.
Стоит отметить, что оловянным припоем не паяют алюминий и его сплавы, для них существуют специальные составы.
Для прочих металлов используются свинцово-оловянные стержни (их толщина может отличаться), лудильный порошок, проволока, навитая на катушку, диаметром до 3 мм. Градус плавления припоя обычно составляет 230-250.

Полезные рекомендации
Паяльник не стоит раскалять докрасна, поскольку это приведет к испарению части оловянного припоя и медь окислится, а условия пайки ухудшатся. Для нагрева инструмента используйте пламя воздушно-газовой или кислородно-ацетиленовой сварочной горелки. Жало паяльника нужно перед началом работ залудить в припое.
Перед пайкой, выполняемой своими руками, обязательно проведите лужение, независимо от того какие предстоят работы: нанесение припоя на листовые детали или соединение двух элементов.
Всегда размещайте все необходимое под рукой, в частности припой, особенно когда речь идет о лужении паяльником.
Подготовка металлических деталей
Первый этап работ в пайке деталей – их подготовка. Металлическая поверхность должна быть тщательно очищена от остатков соединений и вообще всего инородного. Для удаления с кузова краски или ее остатков нужно обработать поверхность деталей автомобиля швабером, предварительно своими руками зачистив металл напильником. Такие работы зачастую проводят стеклянной шкуркой и потому следует соблюдать осторожность, а если она новая, учитывать, что из-за этого может не полностью осадиться порошок. Чтобы удалить остатки жирных составов, детали необходимо промыть трихлорэтиленом или бензином.

Покрытие флюсом поверхностей, предназначенных для спайки
Покрытие флюсом элементов кузова необходимо для того, чтобы предотвратить окисление перед нагревом и в процессе пайки с помощью припоя из олова. Чтобы правильно выполнить работы на данном этапе, стоит предварительно просмотреть видео рекомендации в сети Интернет. Флюсом может служить хлористый цинк, вещества на его основе, канифоль, стеарин.
Хлористый цинк получают путем растворения в соляной кислоте цинка. Для данной процедуры подходящей емкостью является свинцовая. В результате происходящей в ней реакции выделяется водород, хлористый цинк остается по окончании ее. После использования последнего в качестве флюса, детали кузова нужно сразу же промыть, чтобы предотвратить воздействие на них кислоты. В работе используются также нейтральные вещества на основе хлористого цинка. Чаще всего ими обрабатывают места, которые подлежат пайке.
Для работ с медными электропроводами в качестве флюса используют канифоль. Для выполнения иных видов работ, в частности водопроводных, используют густую смазку-флюс или стеарин.

Лужение кузова
Непосредственно перед пайкой проводят лужение кузова. Этот этап несложно выполняется своими руками даже мастером-любителем. В данных работах используется паяльный инструмент, открытый огонь, припой.
Когда лужение выполняется паяльником, к его жалу подносят припой и ожидают, когда он начнет стекать на деталь. Это так называемое смачивание, после которого идет постепенное перемещение паяльника и нанесение тонкого слоя свинцово-оловянного состава на поверхность детали автомобиля. Конец припоя в данном варианте работ нужно время от времени покрывать флюсом.
С открытым огнем используют бруски или лудильный порошок. Когда применяют последний, деталь нагревают, протирают ветошью с нанесенным на нее порошкообразным составом. Соприкасаясь с поверхностью, припой в виде порошка из олова плавится, надежно сцепляясь с металлом. Когда осуществляют лужение наклонно или вертикально расположенных деталей, их протирают ветошью снизу вверх.
Проведение пайки
После лужения проводят пайку деталей автомобиля (желательно предварительно просмотреть видео с рекомендациями как сделать ее правильно). Перед началом данного этапа работ элементы кузова покрываются флюсом, их окончательно размещают так, как это необходимо, но обязательно с перекрытием. Устанавливать встык нежелательно, так как такая пайка получается ненадежной из-за низкой механической прочности припоя.

Детали соединяют зажимами или другими приспособлениями, которые не нарушают их нагрев. Паяльник поднимает температуру на поверхности, в результате идет расплавление припоя (если есть потребность, можно добавить нужный объем от общей пластинки).
На листовые детали припой наносят двумя способами: с помощью открытого пламени или паяльника.
Открытое пламя нагревает лист и при протирке рабочей плоскости кузова после бруска припоя остается слой пастообразной консистенции. Затем протирают поверхность ветошью с флюсом, заглаживая прогретый состав.
Паяльником кусок проволоки или бруска припоя расплавляют, затем прижимают к детали. Нужно следить за тем, чтобы состав не перегрелся и не потек вдоль наклонных частей.
Лужение и пайка кузова автомобиля

В этой статье мы рассмотрим как осуществляется лужение и пайка кузова автомобиля.
Лужение и пайка кузова автомобиля применялись при изготовлении и ремонте автомобилей с середины 1930‑х годов. Свинцовый припой использовался при массовом производстве автомобилей для нанесения на сварочные соединения внахлёст крыши и задних крыльев. Нанесение припоя на кузов долгие годы, до появления автомобильной шпаклёвки, оставалось традиционным методом ремонта повреждённого кузова автомобиля (см. статью об истории изобретения и развития шпаклёвки).
Содержание:
Процесс состоит в нанесении специального припоя на панели кузова, чтобы заполнить неровности, герметизировать и замаскировать сварочные соединения, а также запаять отверстия. В то время, как в современном кузовном ремонте чаще всего применяется шпаклёвка, при реставрации классических автомобилей по-прежнему используют припой. На самом деле, и лужение и шпаклёвка имеют свои преимущества и недостатки. Главными недостатками применения припоя для ремонта кузова являются сложность его нанесения и нагрев кузова. Слишком сложного в этом процессе ничего нет, но требуется соблюдать некоторые правила и приобрести навык. При правильном воздействии горелки нагрев получается достаточно щадящим. Даже краска с обратной стороны может остаться целой. Шпаклёвка в этом смысле выигрывает, так как наносится на поверхность легче припоя. По характеристикам припой во многом превосходит шпаклёвку. Его преимущества мы рассмотрим в этой статье ниже.
Припой размягчается нагревом и наносится на поверхность, подготовленную лужением. После остывания образуется прочная связь припоя с поверхностью металла.
Нанесение припоя на кузов может потребоваться там, где сложно или невозможно использовать другие методы ремонта. Припой удобно применять, когда металл слишком толстый для рихтовки и отсутствует доступ с обратной стороны панели. Припой можно использовать на местах, где возможно небольшое движение металла при эксплуатации автомобиля и шпаклёвка может треснуть (сварочное соединение). Припой хорошо герметизирует сварочный шов и гарантирует его коррозионную устойчивость. Также, при использовании кузовного припоя, толщина слоя не так критична, как при применении шпаклёвки. Припой хорошо подойдёт для мест кузова, где нужно сформировать кант.
Преимущества лужения и пайки кузова
- Припой держится на поверхности лучше шпаклёвки. Прочность на разрыв (сила, требуемая, чтобы отделить припой от металла, на который он нанесён) составляет 423 бара. Это очень высокий показатель.
- Даже толстый слой припоя не даёт усадки, в отличие от шпаклёвки.
- Припой имеет лучшую эластичность и прочность, чем автомобильные шпаклёвки. Свинец хорошо гнётся вместе с металлом, на который он нанесён, поэтому не трескается.
- Припой не потрескается и не отслоиться при ударе, как это бывает со шпаклёвкой.
- Припой является водонепроницаемым. Шпаклёвку же нельзя назвать полностью водонепроницаемой.
- Припой может выдерживать высокие температуры, поэтому может применяться при ремонте и последующем нанесении порошковой краски. Ещё одним большим преимуществом припоя над шпаклёвкой является то, что не стоит беспокоиться о времени его затвердевания. Можно добавлять дополнительный припой прямо на уже нанесённый слой. Нужно только разогреть поверхность и новый припой и добавить его. Не нужно полностью расплавлять уже нанесённый слой.
Виды припоев для ремонта кузова
- Существуют разные типы припоев. Для ремонта кузова чаще применяются мягкие (легкоплавкие) припои. Они продаются в виде стержней, длинной 45 см, разной толщины. В целом, они классифицируются как припои с содержанием свинца и без содержания свинца (lead free). Первый тип припоя применялся много лет из-за его лёгкости использования. Однако он был запрещён в некоторых странах для применения в массовом производстве, по причине вреда здоровью и окружающей среде. Однако, свинцовый припой, по-прежнему используется частными лицами и его можно встретить в продаже. Многие мастера предпочитают использовать именно свинцовый припой.
- На припое указывается соотношение его компонентов (олова, свинца). Традиционный припой для кузова состоит из 30% олова и 70% свинца. Может содержаться дополнительный компонент, к примеру, 74% свинца, 25% олова и 1% сурьмы. Свинец опасен для здоровья. Чтобы его применять, требуются средства защиты, и нужно учитывать меры безопасности. Однако его легче использовать. Он дольше остаётся мягким после нагрева (в диапазоне от 180 до 260 градусов по Цельсию). Это облегчает его нанесение и разравнивание. Этот припой легко наносится на вертикальные и горизонтальные поверхности. После затвердевания свинцового припоя, его не рекомендуется обрабатывать шлифовальной машинкой, так как образуется очень токсичная пыль. Так, его обычно обрабатывают специальным кузовным напильником, а на завершающей стадии бруском с крупнозернистой шлифовальной бумагой вручную. Если всё же применяете шлифовальную машинку, то нужно использовать только крупный абразив, чтобы не было взвеси из мелкой пыли. Остатки свинца после шлифования нужно сразу утилизировать.
- Припой может иметь разное соотношение свинца и олова (70/30, 60/40 или 50/50). Припой с более низким содержанием свинца также используется при ремонте кузова, но имеет низкий диапазон пластичности (от 183ºC до 188ºC), поэтому его сложнее использовать. Припои с таким соотношением обычно применяют на горизонтальных поверхностях, так как они быстро становятся жидкими и могут стекать. Прилипание у всех свинцовых припоев примерно одинаковое и зависит от правильности подготовки поверхности.
- Как альтернатива припою со свинцом был разработан более безопасный припой без содержания свинца. Во всех припоях без содержания свинца, олово является главным компонентом. Другим компонентом может быть серебро, медь, индий или висмут. Большинство припоев без свинца имеют либо более высокую, либо более низкую точку плавления, чем у свинцового припоя. Для ремонта кузова наиболее распространён припой без свинца, состоящий из олова и серебра (94% олова и 6% серебра или 96% олова и 4% серебра). Он имеет более высокую стоимость. Припой без свинца примерно равен по характеристикам традиционному припою со свинцом с соотношением 50/50 (свинец/олово). Такой припой имеет более высокую точку плавления (221°C). После нагрева, он остаётся в мягком состоянии менее продолжительное время, чем свинцовый припой, что усложняет его выравнивание. При застывании получается более твёрдым и хрупким. Его сложнее обрабатывать напильником. Преимущество в том, что его можно обрабатывать шлифовальной машинкой, так как он не образует токсичной пыли. Хотя, не нужно забывать про респиратор. Дополнительным преимуществом припоя без свинца является более высокая прочность на разрыв.
- Припой, применяемый в электронике, обычно состоит из 60% олова и 40% свинца. Он может содержать флюс в центре. Флюс с канифолью, часто используемый с таким припоем, не способствует адгезии к стали, а флюс с кислотой может действовать хорошо. Такой припой лучше применять только для пайки маленьких отверстий, так как его диапазон пластичности очень маленький.
- Для работы с кузовами из алюминия используется другой тип припоя (с содержанием олова и цинка).
Что такое флюс? Какой флюс использовать для лужения кузова?
Цель флюса – облегчать процесс пайки и обеспечить прочность соединения припоя с металлом кузова. Одной из преград для достижения успешной пайки является нечистота поверхности (загрязнения и окисление). Загрязнения могут быть удалены механической чисткой, но окисление увеличивается при увеличении температуры, что ухудшает прикрепление припоя к ремонтной поверхности. Металл имеет тонкий слой оксидов или сульфидов, каким бы чистым он не выглядел. Флюс предназначен для того, чтобы убрать этот слой и должен предотвратить формирование нового оксидного слоя во время нанесения припоя. Флюс не только предотвращают окисление, но и обеспечивают химическую чистку и выполняет смачивающую функцию, сокращая поверхностное натяжение расплавленного припоя, помогая ему лучше растекаться по поверхности. Таким образом, припой не прилипнет на не подготовленную металлическую поверхность, он будет собираться в шарики. На подготовленной поверхности припой нормально растекается и прилипает.

Флюсовая паста для лужения.
Для лужения кузова применяется флюсовая паста. Она представляет собой некое подобие первичного грунта. В её состав входит кислота (хлорид цинка или соляная кислота) и припой в виде порошка. Кислота химически очищает поверхность и удаляет окисление, переводя его в растворимую соль, а порошок одновременно въедается в металл, оставляя очень тонкий слой (олова или олова со свинцом), который улучшает адгезию припоя при нанесении на ремонтную область.
После нанесения, пасту нужно нагреть и стереть остатки тряпкой.
Флюсовая паста активирована кислотой (хлорид цинка или соляная кислота), и её остатки требуется удалить после завершения нанесения припоя. Если флюс основан на соляной кислоте, то нейтрализовать её можно водой с содой, а потом обмыть чистой водой. Если флюс содержит хлорид цинка, то для нейтрализации потребуется ацетон. Также, можно использовать средство дихромат натрия.
Частицы от флюсовой пасты могут оставаться в порах и мелких углублениях сварочного шва, что может стать причиной коррозии. Поэтому, перед лужением и нанесением припоя, нужно, чтобы отверстия и углубления были заварены.
Какие инструменты и материалы нужны для лужения и пайки кузова?
- Существуют специальные наборы, в которые входит сам припой, флюсовая паста, инструменты для выравнивания нанесённого припоя и инструкция. Также, все принадлежности можно купить по отдельности.
- Необходим припой и паста для лужения (tinning paste) с кистью для более лёгкого нанесения.
- Также нужна чистая тряпка (лучше всего подходит хлопковая), для стирания остатков пасты после нагрева.
- Для нагрева необходима сварочная газовая горелка, пропановая (бутановая) горелка или фен с регулировкой температуры и потока воздуха. При использовании сварочной газовой горелки, пламя должно быть настроено на минимальную температуру, при которой будет плавиться флюс и разогреваться металл кузова.
- Припой разравнивается специальными блоками из твёрдого дерева. Применяется специальная смазка (твёрдый животный жир), тонкий слой масла или пчелиный воск, наносимый на лопатку или блок, чтобы они не липли к припою. Так припой, разглаженный блоками, получается более ровным. Можно изготовить блок нужной формы самостоятельно.
- Нужно использовать респиратор с системой HEPA (high efficiency particulate air) с фильтром высокой эффективности удержания частиц, также известный как фильтр N100 . Можно также рядом установить вентилятор, который будет сдувать вредные испарения в сторону от мастера. Тогда вред испарений снижается и можно обойтись без респиратора. При использовании припоя со свинцом необходимо использовать перчатки. Нужно избегать контакта припоя и флюса с кожей. Для обработки затвердевшего припоя понадобится кузовной напильник или шлифовальный блок с крупнозернистой шлифовальной бумагой.
- Нужно, чтобы все материалы и инструменты были в зоне досягаемости, чтобы не терять время, во время лужения.
Лужение и пайка кузова автомобиля
Свинец не желательно применять на тонком металле или быть осторожным, чтобы не перегреть тонкий листовой металл, тем самым, ослабив его. Тепловой деформации могут подвергаться особенно плоские панели, так как имеют меньшую жёсткость, в сравнении с выпуклыми формами и панелями, имеющими рёбра жёсткости.
Лужение и пайка автомобильных кузовов. Часть 1. Зачем вообще применять припой?

Перед тем, как рассказывать о технологии нанесения, материлах, оборудовании и всех нюансах, нужно ответить на вопрос — а зачем на всё это? Зачем усложнять себе жизнь, когда есть распространённые и заметно более простые способы? Что мы получим, ввязавшись в данную авантюру? Об этом будет первая глава.
Итак, наша первоочередная цель – это заполнить вмятины и восстановить форму поверхности. В чём же преимущества использования пайки перед использованием шпатлёвок?
1.Припой обладает гораздо более высокими механическими свойствами, чем шпатлёвка. И в первую очередь нам важны механические свойства в месте перехода от металла кузова к материалу – заполнителю. Очень часто бывает такое, что слой шпатлёвки сам по себе остаётся целостным, не крошится и не трескается, но в следствие удара или вибрации, отслаивается от кузова прямо по поверхности контакта. При пайке связь между припоем и паяемым металлом образовывается на атомном уровне, отслаивание припоя от металла невозможно в принципе, если соблюдена технология. Также оловянно-свинцовый припой является хоть и мягким, но металлом, и ему присуще свойство металлов к пластичности. То есть при ударе или изгибе детали припой не треснет и не раскрошится, а упруго сдеформируется и останется на детали. Таким образом, слой наплавленного припоя гораздо более долговечен (фактически вечен), чем слой нанесённой шпатлёвки.


Понятное дело, что на фото изображны крайние случаи, где технология шпатлевания была нарушена целиком и полностью — и слой запредельный и на ржавый металл наносилось не пойми кем и не пойми как. Но, тем не менее, нельзя отрицать склонность любой шпатлёвки к скалыванию, растрескиванию, выкрашиванию.
2.Механические свойства слоя припоя не зависят от толщины нанесённого слоя, как это происходит со шпатлёвкой. Фактически, толщина наплавляемого слоя может быть неограничена, это не повлияет на долговечность и прочность, как в случае со шпатлёвкой, где не рекомендуется шпатлевать вмятины глубиной более 2-3мм.

3.В следствии пунктов 1 и 2 можно сказать, что применение пайки есть реальное усиление ремонтируемой зоны. Припоем можно заполнить стыки или швы на кузовных панелях, и он отлично себя проявит в этих нагруженных местах, можно заполнить, не рихтуя, глубокие вмятины, и за счёт большого слоя наплавленного металла это даст увеличение жесткости.




4. Опять же, в следствии пунктов 1 и 2 припой можно применять для выведения зазоров, нанося его на кромки и углы деталей. Именно так и собирались в мелкосерийном производстве знаменитые Чайки ГАЗ-13, ГАЗ-14 и правительственные ЗИЛы. Кузовные детали для них порой выстукивались молотком на деревянных подложках, без шуток, а зазоры выводились именно за счёт наплавки припоя. Детали же от одной машины совершенно не подходили к другой. Это не шутки, а специфика единичного производства.



5.Припою не свойственны усадка и оконтуривание. После затвердевания и охлаждения до комнатной температуры с припоем не происходит никаких процессов, сходных с процессом полимеризации шпатлёвки. Шпатлёвка может дать усадку через неделю, может дать через год. Может и вообще не дать. Припою же не свойственна усадка в принципе.
6.Припой можно применять также как альтернатива герметику, запаивая им, например, завальцовки дверей, капота, багажника и т.п.

Ещё одно больное место любого автомобиля на примере Волги. Запаивание отлично подойдёт для герметизации и спасения от коррозии завальцовок дверей, к примеру.
7. Вопрос трудоёмкости и производительности будет рассмотрен подробно в 5 главе, но в некоторых случаях процесс пайки может занять существенно меньше времени, чем процесс шпатлевания. Хотя в некоторых, и гораздо больше
8.Припою абсолютно несвойственна гигроскопичность.
9.И, наконец, это аутентично! При тщательной реставрации ретро автомобилей использование современных материалов считается дурным тоном. Не только из за их эксплуатационных свойств, но, в первую очередь из за несоответствия духу времени.

Итак, о плюсах применения пайки я рассказал, теперь же расскажу о минусах
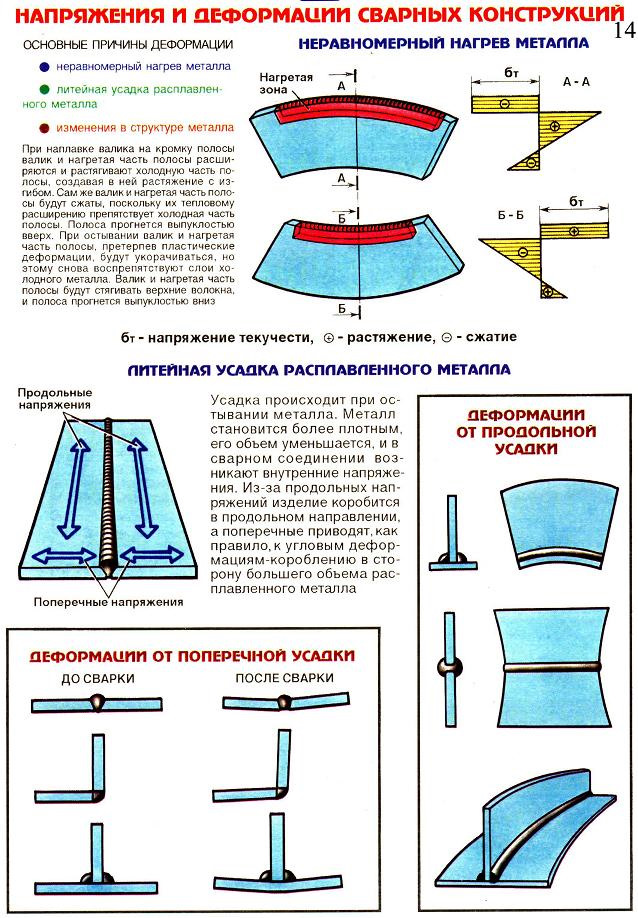
1.Первый, и, на мой сугубо личный взгляд, самый главный минус этого метода – это ограниченность применения, непосредственно связанная с технологией нанесения. Для образования межатомных связей между припоем и металлом необходим нагрев до ~200 градусов. При нагреве любое вещество расширяется. А так как мы не имеем возможности нагреть всю деталь целиком и равномерно, да и нет такой необходимости, в ряде случаев возможны поводки и коробления, которые сведут на нет всю затею. Более подробно расскажу в 5 главе, сейчас отмечу лишь, что метод неприменим для больших нежестких панелей кузова типа крыши, панелей дверей, иногда капотов.
2.Крайне мало людей, владеющих данным методом, если вы решились обратиться к кому либо
3.Большой список оборудования и материалов, необходимых для осуществления процесса. Грубо говоря, для нанесения шпатлёвки нам нужна сама шпатлёвка и шпатели, для обработки – наждачка и брусок. Всё это продаётся в любом автомагазине по демократичным ценам. Для пайки и дальнейшей обработки нам понадобятся: сам припой, флюс, источник теплоты и большое количество разнообразных инструментов для обработки. Подробнее во второй главе. Сейчас скажу лишь, что централизованно все материалы и инструменты не купишь, а если не знать, где искать, то всё это может влететь в копеечку. Для разовой работы покупка большого количества инструментов экономически нецелесообразна
4.Неочевидный нюанс, относится в первую очередь к самостоятельно занимающимся этим людям. Токсичность. В первую очередь при механической обработке – позаботьтесь о вытяжке, регулярно подметайте. Наибольшим врагом для нас является оловянно-свинцовая пыль и стружка. Отравиться то не отравитесь, но, как следует надышавшись пылью, на следующий день почувствуете эффект, схожий с сильным похмельем и температурой – слабость и ломота.

5.Также, в некоторых случаях, когда деталь не имеет явных вмятин, но имеет лишь небольшую волнистость, но на большой поверхности, применение наплавки может быть также нецелесообразно ввиду огромных трудозатрат. Наплавка тем эффективнее, чем меньше площадь повреждений и чем больше глубина вмятин. Подробнее в 5 главе
Таким образом, если нас в первую очередь интересует максимальное качество и долговечность, либо же аутентичность, и за это мы готовы переплачивать деньгами и временем, то пайка – это наш выбор. Лично я никому ничего не навязываю и стараюсь максимально объективно рассмотреть этот метод, сам в некоторых случаях применяю классическую шпатлёвку, однако, для своих личных целей, когда этот метод применим, использую только его.
Источник https://autokuz.ru/kuzovnoy-remont/luzhenie-kuzova-avtomobilya.html
Источник https://kuzov.info/luzhenie-i-payka-kuzova-avtomobilya/
Источник https://www.drive2.ru/c/580181225847653087/





