Из чего делают диски?
Колесный диск – важная деталь автомобиля, которая не только влияет на его ездовые характеристики, но и выполняет эстетическую функцию. Хорошие диски придают презентабельный вид даже недорогому авто и, наоборот, некачественные колеса скрадывают статусность премиальных марок. Современные технологии позволяют создавать диски из различных материалов и самых разнообразных форм. В статье описаны виды автомобильных дисков по материалу изготовления и особенности производства каждого типа.
Стальные диски
Стальные штампованные колеса пользуются спросом благодаря надежности, универсальности и ценовой доступности. Они идут в базовой комплектации бюджетных легковых авто и всего коммерческого транспорта, отличаются легким восстановлением в случае деформации, однако хуже других типов поддаются балансировке и из-за тяжести конструкции создают большую нагрузку на ходовую часть, увеличивая сопротивление качению.
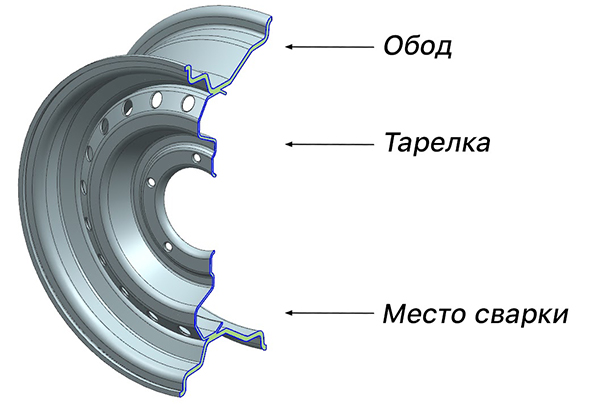
Такие диски изготавливаются из прочной, но эластичной стали путем штамповки. Стальное изделие традиционно состоит из обода (или цилиндра) и «тарелки». Будущий обод представляет плоский и длинный лист стали, который с помощью специальных валов сворачивается в круг. Место стыка сваривается и тщательно обрабатывается до гладкого состояния. Затем цилиндр кладут под пресс, где он приобретает нужную форму. Полученная конструкция шлифуется и на этом этапе готова к соединению с «тарелкой».
«Тарелка» создается под специальным прессом, где выдавливаются необходимые отверстия и ребра жесткости. Многочисленные круглые отверстия по всему периметру предотвращают нагрев колес во время движения, а небольшие центральные углубления – место крепления диска к ступице с помощью болтов и шпилек.
Затем обе детали свариваются: цилиндр нагревают горелкой, и «тарелка» опускается внутрь его и устанавливается в крепежные отсеки. На заключительном этапе просверливается отверстие для ниппеля и диск покрывается антикоррозийной краской.
Марки листовой стали для штампованных дисков
При изготовлении штампованных колес чаще всего используют низкоуглеродистую сталь. Наиболее распространенная форма такой стали – плоские листы и полосы. Материал с содержанием углерода от 0,10 до 0,25% отличается повышенной твердостью, но меньшей эластичностью в сравнении со сталями с самым низким процентом углерода (от 0,05%).
На втором месте по популярности находятся низколегированные стали (например, 10ЮА, 15ЮА, 08ГСЮТ(Ф), 07ГФЮ). Эти материалы обладают высокой прочностью за счет добавления таких элементов, как молибден, никель и хром. В легированных сталях магний и кремний содержится в большем объеме, чем в низкоуглеродистых, что также положительно влияет на технические характеристики конечной продукции.
Легкосплавные диски
Если производство штампованных дисков не вызывает вопросов из-за своей простоты, то технологии создания легкосплавных колес куда более разнообразны и сложны, поэтому и стоимость таких дисков выше стоимости стальных изделий.
По способу изготовления легкосплавные диски делятся на литые, кованые и составные. Поскольку они изготавливаются из различных сплавов, то существует классификация по преобладающему материалу (алюминиевые, магниевые или титановые).
Литые диски
Диски, изготовленные из легких сплавов по технологии литья, выгодно отличаются от штампованных меньшим весом, высокой прочностью и устойчивостью к коррозии. Однако из-за зернистой структуры в случае сильного удара литое изделие покрывается микротрещинами, что требует сложного и затратного ремонта, в то время как стальной диск при ударе не трескается, а гнется, поэтому легко восстанавливается на специальном оборудовании.

Алюминиевые диски – самый распространенный тип. Большинство производителей делают литые диски из алюминия с добавлением других металлов. Так, для бюджетных моделей в качестве добавки чаще используют кремний (к примеру, g-AlSi10/11 или g-AlSi7), для более дорогих вариантов – магний или титан.
Литые диски из сплавов с магнием в основе не так популярны из-за невысокой пластичности и подверженности коррозии, однако эти колеса в сравнении с алюминиевыми имеют еще меньший вес (плотность магния составляет 1,7 г/см3, алюминия – 2,7 г/см3) и более высокие прочностные характеристики.
Технологии производства литых дисков
Различают два типа литья: гравитационное и с противодавлением . Первый способ подразумевает заливку алюминиевого сплава в специальную форму при естественном атмосферном давлении. Полученная заготовка имеет равномерную мелкозернистую структуру с оптимальными показателями твердости. Диски, созданные по технологии литья под низким давлением, обладают на 10-15% лучшей прочностью и эластичностью, что положительно влияет на последующую обработку и характеристики колес на выходе.
Метод литья с противодавлением основан на использовании давления газов. Этот способ изготовления повышает плотность состава и, как следствие, улучшает качество дисков и снижает процент брака. Также при таком подходе сокращается время создания заготовки.
Следующий обязательный этап – тестирование. Здесь на специальном оборудовании изделие проверяют на пустоты и микротрещины, и в случае обнаружения недочета отправляют на переплавку. Далее будущий диск обтачивается на фрезерном станке и еще раз проверяется на брак.
На заключительной стадии литые диски полируют или матируют в зависимости от выбранного дизайна. В качестве антикоррозийной защиты используют порошковые краски, и после контрольной проверки изделие готово к продаже.
Кованые диски
Кованые колесные диски из-за сложности изготовления и высоких технических характеристик могут стоить в несколько раз дороже литых. Такие колеса выбирают для тюнинга владельцы элитных авто, чтобы подчеркнуть их премиальность. Благодаря особым технологиям кованый диск на 20-30% легче литого аналога и превосходит его по параметрам прочности и эластичности. Недостаток кованых колес кроется в трудоемкости производства и, как следствие, высокой стоимости.
Материалы, используемые для создания кованых моделей, схожи с теми, которые применяют при изготовлении литых. Чаще это смесь алюминия с легирующими компонентами : магний, медь, кремний и другие. Полученный сплав заливается в цилиндры определенного размера, которые после застывания делятся на отрезки нужной ширины. Эти заготовки проходят несколько сложных этапов закалки и штамповки на прессе, на каждом из которых формируются необходимые физические свойства будущего диска. Под воздействием пресса материал приобретает волокнисто-мелкозернистую структуру, где не остается никаких пустот и пузырьков.
После закалки и штамповки идет этап искусственного «состаривания» для выравнивания структуры металла. Далее из партии кованых дисков рандомно выбирают несколько экземпляров, которые тестируют на скрытые дефекты, и если таковых не выявлено, то вся партия отправляется в токарный цех. Здесь просверливаются крепежные и посадочные отверстия и создается дизайн.
Титановые диски , будучи разновидностью легкосплавных, изготавливаются методом горячей объемной ковки. Титан – это сверхпрочный материал, который активно используется в авиапромышленности, отличается устойчивостью к высоким нагрузкам, большим температурам и к коррозии. Колеса из сплава с титаном в основе не получили широкого распространения из-за дороговизны и сложности обработки, однако по техническим параметрам они в разы превосходят стальные и алюминиевые изделия и обладают практически неограниченным сроком службы.
Производство литых дисков

Любой бизнес, связанный с автомобильной тематикой, всегда будет оставаться востребованным и рентабельным. Производство литых дисков – тому пример. Количество машин растет из года в год, а потребности рынка в комплектующих безграничны. Диски достаточно часто выходят из строя и требуют замены.
Кроме того, многие автовладельцы меняют после покупки машины заводские диски на легкосплавные, потому что они облегчают конструкцию, более эстетичны и проще при монтаже. Бизнес-идея по открытию производства литых дисков потребует определенных затрат, но и прибыльность будет высокой.
Подготовка документов и регистрация организации
Первый шаг при организации производства – оформление необходимых документов. Бизнесмен может открыть ИП или ООО. Второй вариант больше подойдет, если на открытие и развитие предприятия будут привлекаться средства инвесторов, в частности, банковский кредит.
Открыть ИП достаточно просто – через ФНС или МФЦ, обратившись с паспортом. Предпринимательство предполагает выбор системы налогообложения. В данном случае следует выбирать упрощенную, в форме «Доходы – Расходы». В таком случае налог на прибыль составит 15% от разницы между затратами и прибылью. Поскольку затраты значительны, выбирать УСН «Доходы» с налогом 6% будет невыгодно.
Для ООО потребуется подготовить Устав предприятия и Учредительный договор, открыть в банке расчетный счет, заказать изготовление печати. При регистрации в налоговой выбирают режим УСН «Доходы – расходы».
Открытие ИП занимает максимум 3 дня, ООО – от недели. За этот период предприниматель занимается поиском подходящего помещения, наймом сотрудников, предварительными переговорами с поставщиками оборудования и материалов для изготовления дисков.
Выбор местоположения и помещения
Законодательство не предъявляет особых требований к помещению, в котором будет размещено производство. Поэтому при выборе опираются на следующие параметры:
- транспортная доступность;
- наличие инфраструктуры и коммуникаций;
- удобство погрузки-разгрузки;
- стоимость.
Чем дальше от жилья располагается здание, тем дешевле оно обойдется. Однако в таком случае увеличатся транспортные расходы. Поэтому, при наличии выбора между двумя примерно одинаковыми по стоимости зданиями, выбирают то, которое ближе к рынку сбыта.

Помещение должно соответствовать следующим требованиям:
- площадь не менее 100 м 2 , из которых 30 м 2 будут отведены под склад сырья и готовой продукции, 20 – для административного персонала и основные 50 – под производство;
- наличие водопровода, отопления, электричества;
- подъездные пути.
Учитывая пожароопасность производства, здание оборудуют в соответствии с требованиями Госпожнадзора – ящики с песком, огнетушители порошковые (не менее трех), пожарная сигнализация. Это увеличит затраты на оборудование помещения, однако в противном случае надзорные органы просто закроют производство и наложат штраф на предприятие.
Зачастую в аренду предлагают здания, уже оборудованные соответствующим образом, что будет выгодно, поскольку не придется тратить средства на закупку, установку средств пожаротушения и согласование их в Госпожнадзоре.
Примерная стоимость аренды производственного помещения подобного типа обойдется в 25000-30000 рублей в месяц в зависимости от региона. Приобретать в собственность здание нет смысла, так как это существенно увеличит первоначальные затраты.
Оборудование и материалы
Для организации производства необходимо приобрести или взять в лизинг:
- плавильную печь стоимостью около 400 000 руб.;
- машину для литья металла – 700 000 руб.;
- токарный станок (можно б/у) – 300 000 руб.;
- покрасочное оборудование – от 100 000 руб.
Для получения нужных заготовок к машине для литья приобретают специальные формы, соответствующие определенным моделям дисков. Такие формы, как правило, производят поставщики оборудования под заказ. Их стоимость отличается в зависимости от количества и типа.
Помимо этого, потребуется приобрести защитную спецодежду для персонала (от 2 000 руб. за комплект), респираторы (от 500 руб.), ручные инструменты для окончательной обработки готовых изделий (общей стоимостью около 30 000 руб.).
Таким образом, первоначальные затраты на оборудование составят около 1 600 000 рублей. При условии приобретения новых станков и печи затраты вырастут до 7-8 миллионов.
Технология производства
Литые диски – самые низкие по себестоимости, поэтому их конечная цена ниже, чем у любых других. Соответственно, сбыт наладить не сложно. Их охотно приобретают автовладельцы, СТО, автомастерские, магазины запчастей.
Для производства литых дисков основных металлом, как правило, является алюминий. К нему добавляют примеси из кремния (7%), магния (0,4%), железа (0,12%), марганца (0,1%), цинка и меди (по 0,05%). Полученный сплав становится устойчивым к коррозийным процессам. Продаются сплавы в виде готовых слитков, стоимость 1 тонны составляет 100 000 рублей.
Технологический процесс подразумевает изготовление дисков методом литься из расплавленного металла. Сырье расплавляют в специальной печи. После чего металл подают в машину для литья, где он и приобретает нужную форму.
Затем заготовки резко охлаждают в холодной воде. После такой закалки металл получает необходимые свойства.
После охлаждения диски обрабатывают на токарном станке, снова нагревают и окончательно охлаждают уже на воздухе. Последний этап – покраска готовых изделий.
Диски складируют до отправки покупателям в отдельном помещении на стеллажах.

Реклама
Рынок сбыта литых дисков достаточно обширный, несмотря на свою узкую специализацию. В каждом городе найдется несколько десятков автомобильных мастерских, магазинов запчастей, дилеров, авторынков, СТО. Поэтому первым шагом будет формирование списка потенциальных покупателей и переговоры с ними.
На начальном этапе, чтобы выделить себя на фоне других производителей, следует найти какую-то уникальную деталь. Например, бесплатная доставка или цены немного ниже рыночных, гарантия возврата или поставка под реализацию.
Предприниматель сам определяет, как в своем регионе он сможет выделиться среди конкурентов. Это позволяет сделать маркетинговый анализ. Достаточно ознакомиться с условиями других производителей и определить, что именно можно предложить рынку. С течением времени, при постоянных каналах сбыта, стратегию продвижения можно менять (повышать цену, изменять условия сотрудничества и т.д.).
Хорошими каналами сбыта станут отраслевые справочники, брошюры или журналы. Как ни удивительно, но реклама в СМИ продолжает работать именно на авторынке. Лучший вариант – радио (популярные каналы в регионе среди автолюбителей).
Продвижению отлично способствует создание сайта-визитки в Интернете. Не обязательно создавать карточки с товарами, но выделить свои преимущества нужно. Стоимость изготовления самого простого сайта – от 5 000 рублей. Но можно сделать и самостоятельно на любой из бесплатных площадок.
Продвижение в сети Интернет обойдется в сумму от 9 000 рублей. Однако это существенно расширит рынки сбыта за счет близлежащих населенных пунктов, мелких и средних реализаторов.
Рентабельность бизнеса
Суммируем затраты на помещение и оборудование:
- аренда производственного здания – 30 000 руб.;
- коммунальные платежи – 20 000 руб.;
- станки, оборудование, инструмент, спецодежда – 1 600 000 руб.;
- при необходимости организовать противопожарные мероприятия – 100 000 руб.
Для оптимальной загрузки и обслуживания технологического процесса потребуется привлечь не менее 5 сотрудников – 3 специалиста по работе с металлом, токарь, менеджер по сбыту. Если общим руководством и бухгалтерией займется сам предприниматель, этого персонала будет достаточно. В противном случае в смету закладывают и стоимость услуг руководителя и бухгалтера.
Ежемесячные затраты на оплату труда:
- рабочие – 120 000 руб.;
- менеджер – 30 000 руб. + проценты от продаж (3-5);
- бухгалтер (удаленный или аутсорсер, это дешевле) – 10 000 руб.;
- директор – 30 000 руб. + проценты от продаж.
Фонд оплаты труда составит 190 000 рублей и плавающая стимулирующая часть, которая будет зависеть от объемов реализации.
Общие затраты при открытии – 1 940 000 рублей. Нужно учитывать, что затраты на приобретение оборудования будут окупаться постепенно. Поэтому для расчета рентабельности примем, что ежемесячно затраты на инвестиции в технологию производства составляют 67 000, при условии полной их окупаемости в течение двух лет. Тогда затраты в месяц принимаем равными 403 000 рублей. С созданием и продвижением сайта – 420 000 руб.
Себестоимость одного диска составляет 1 400 рублей, средняя цена при реализации – 4 000 рублей. При продаже ежемесячно 200 готовых изделий выручка составит 800 000 рублей.

После выполнения всех обязательств в распоряжении предпринимателя останется 100 000, из которых часть пойдет на приобретение сырья. При таких темпах производства и реализации (200 дисков ежемесячно) на окупаемость проект выйдет через два года, тогда чистая прибыль в распоряжении предприятия будет составлять 260 000 руб.
Однако на практике объем в 200 дисков – минимальный. Как правило, среднее количество реализации составляет 400-500 готовых изделий. При грамотном сбыте и налаженных каналах, на такой объем можно выйти уже через 2-3 месяца.
Несмотря на большое количество фирм, занимающихся производством литых дисков, рынок далек от насыщения. Новому предприятию будет несложно занять свою нишу в этом бизнесе при условии грамотного подхода к организации процесса и хорошо просчитанном бизнес-плане. Рекомендуем посмотреть существующих производителей литых дисков и произвести конкурентную разведку.
«Сделано у нас» и на Яндекс.Дзен
Cегодня это один их самых популярных каналов в Дзен, с полуторамиллионной аудиторией и 140 тысячами подписчиков. Присоединяйтесь! Канал «Сделано у нас» не дублирует сайт, а дополняет его.
Это первый лайнер за более чем полвека, заходя в салон которого, вы будете точно знать, что находитесь именно в МС-21, а не в Аэрбас или Боинг.
Недавно «Корпорация «Иркут» (входит в ПАО «ОАК» Госкорпорации Ростех) в кратком пресс-релизе сообщила о том, что МС-21 начал полеты в гражданские аэропорты в рамках заключительной фазы сертификации.
И это не шутка. Поверить в это действительно сложно, мы же привыкли думать, что в России плохой сервис, климат и вообще всё.
Вступайте в другие наши группы и добавляйте нас в друзья 

Как делают литые алюминиевые диски на заводе ЛМЗ «СКАД» в Красноярском крае. Фоторепортаж

© live.staticflickr.com
Мировой рынок литых колесных дисков оценивается в 300 млн штук в год. Свою лепту в этот объем вносят и два крупнейших российских завода из Красноярского края: СКАД (г. Дивногорск), который выпускает около 1,2 млн колес в год, и КиК (г. Красноярск) — 2,5 млн штук. Тема интересная и касается многих, поэтому на один из этих заводов я и напросился в гости. Итак, наш сегодняшний герой ООО «Литейно-механический завод СКАД». Между прочим, среди их клиентов замечены, например, альянс Renault-Nissan, Volkswagen AG, Toyota Motor Corporation и др.
Более 70 фото и видео под катом.
ООО «Литейно-механический завод СКАД» было создано в 2002 году. Первую свою продукцию они выпустили в 2004 году, а с 2006 года начались поставки на автосборочные заводы. В 2008 году компания получила Q1 — статус от Ford Motor Company, они стали в один ряд с ведущими производителями автокомпонентов в мире. Сейчас их марку SKAD хорошо знают, как в России, так и в СНГ. Кроме, того есть поставки в Германию, Румынию, Индию В апреле 2017 года завод вошёл в состав РУСАЛа.

© live.staticflickr.com
999A7404 © live.staticflickr.com
На автомобилях Aurus, также известном под названиями «Кортеж» и ЕМП (Единая модульная платформа), ездить пока не приходилось, зато теперь я знаю, где делают для них колёсные диски. Их как раз и производит наш завод СКАД» в партнёрстве с компанией ООО «КиК». Теперь надо и другие запчасти искать.

999A8186 © live.staticflickr.com
По своим прочностным характеристикам и массе эти колеса находятся посредине между литыми и коваными: они тяжелее кованых, но легче литых; прочнее литых, но уступают по этому параметру кованым. По цене они также дороже, чем литые, но существенно дешевле кованых.

999A8200 © live.staticflickr.com
Объемы производства колес для «гражданской» версии «Ауруса» пока невелики (до 500 колес в год), так как автомобиль ещё не поступил в свободную продажу.

999A8207 © live.staticflickr.com
7. Вот они СКАДовские отличники.

999A7445 © live.staticflickr.com
Алюминий сюда приходит, в основном, с Красноярского алюминиевого завода (КрАЗ), а также с ИркАЗа, в том числе выпускаемый под брендом ALLOW. Оба предприятия входят Группу РУСАЛ.

999A7518 © live.staticflickr.com

IMG_5242 © live.staticflickr.com
Бренд низкоуглеродного алюминия ALLOW был представлен РУСАЛом в 2017 году. Алюминиевая продукция под брендом ALLOW отличается существенно более низким «углеродным следом» — удельным объемом выбросов парниковых газов при производстве металла, чем в среднем по отрасли.

999A7617 © live.staticflickr.com
Кстати, Россия занимает второе место в мире, после Китая, по производству алюминия. По итогам 2018 года наши заводы произвели 3,8 млн тонн алюминия.

IMG_5273 © live.staticflickr.com
Первым делом идём в Плавильно-литейное отделение. Оно состоит из 2 корпусов, и включает в себя плавильный участок (состоит из 4 печей ИАТ (индукционная плавильная печь) 2,5, одного миксера сопротивления 5 тонн, 2 установок внепечного рафинирования АУВР и FOSECO, а также раздаточных ковшей). В первом корпусе установлены 10 литейных машин — 6 машин GIMA Amatic 800 и 4 — BORLI, 1 рентген-установка BOSELLO и вырубной пресс литника LPM. В другом корпусе находятся 4 литейные машины GIMA Amatic 800, 1 рентген-установка WRU TUNDER и установки для сверления литника.

999A7492 © live.staticflickr.com

999A7704 © live.staticflickr.com
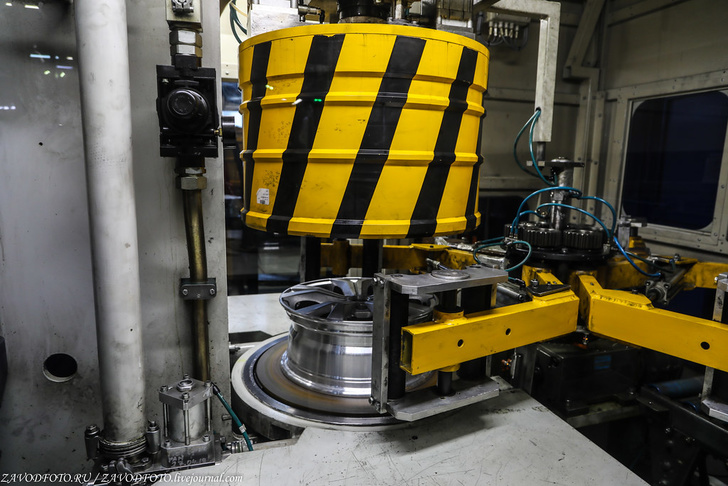
Завод «ЛМЗ «СКАД» — это предприятие полного технологического цикла производства литых алюминиевых дисков — от приготовления жидкого расплава алюминия до готовой продукции, которая сразу идет заказчикам. А ещё они и сами их проектируют и создают пресс формы для дальнейшей отливки колес, поэтому у них шикарное разнообразие и удивительный дизайн. Сами колеса производятся по технологии литья под низким давлением в автоматических литейных машинах с последующей подачей металла в пресс-форму.

999A7583 © live.staticflickr.com
Здесь и плавится наш алюминий. Температура в таких печах достигает 1 000 С.

999A7553 © live.staticflickr.com
Раздаточный ковш. Уже в расплавленный металл потом добавляют легирующие металлы и различные нужные присадки.
IMG_5311 © live.staticflickr.com
Производство литых колес устроено относительно просто: жидкий металл, литейный сплав, подается в пресс-форму, там застывает, затем отливку всячески обрабатывают, покрывают и красят нужным составом и далее готовое колесо отправляется на склад.

999A7680 © live.staticflickr.com

999A7690 © live.staticflickr.com
19. Полученный на этом этапе продукт отправляется в литейные машины.

999A7711 © live.staticflickr.com
20. Литейные машины. Тут есть немецкие емкостью по 800 кг и итальянские — 1 100 кг.

999A7464 © live.staticflickr.com
21. С одной заливки на немецких машинах можно получить от 20 до 50 колес в зависимости от дюйма, на итальянских машинах — до 60 колес.

999A7751 © live.staticflickr.com
IMG_5299 © live.staticflickr.com

999A7793 © live.staticflickr.com
24. Солянка пресс-форм. Кстати, изготовлением пресс-форм и инструмента они обходятся своими силами.

999A7948 © live.staticflickr.com

999A7901 © live.staticflickr.com
Сразу бросается в глаза, что предприятие максимально автоматизировано. Более того, на заводе установлена линия термоупрочения колес, аналогов которой в России пока нет.26.

999A8040 © live.staticflickr.com
27. Вот так в литейной машине при помощи литья под низким давлением появляются новые колеса.

999A7909 © live.staticflickr.com
28. Отливка или по другому заготовка будущего колеса.

IMG_5374 © live.staticflickr.com
29. Литейная машина GIMA Amatic 800 (Германия)

999A7799 © live.staticflickr.com
©Видео с youtube.com/ https://www.youtube.com/embed/mr7meYYZAaU

999A7865 © live.staticflickr.com

999A7886 © live.staticflickr.com

999A8028 © live.staticflickr.com
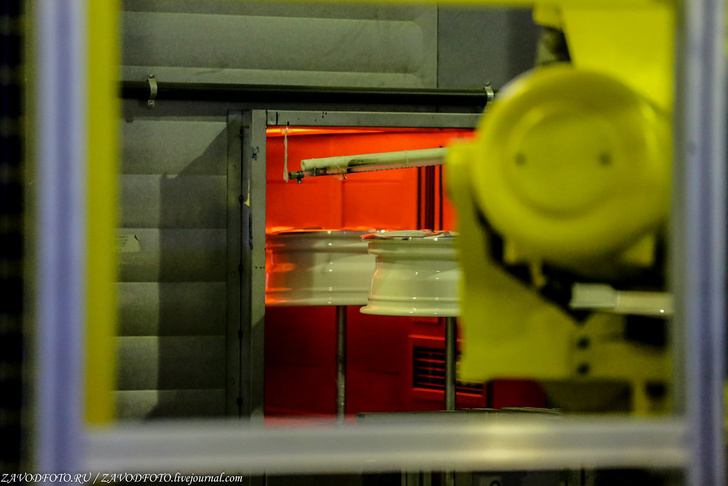
33. Участок термической обработки колес. Здесь осуществляется термическая обработка колес с целью получения необходимых прочностных свойств.

999A8076 © live.staticflickr.com
Участок механической обработки.

999A8473 © live.staticflickr.com
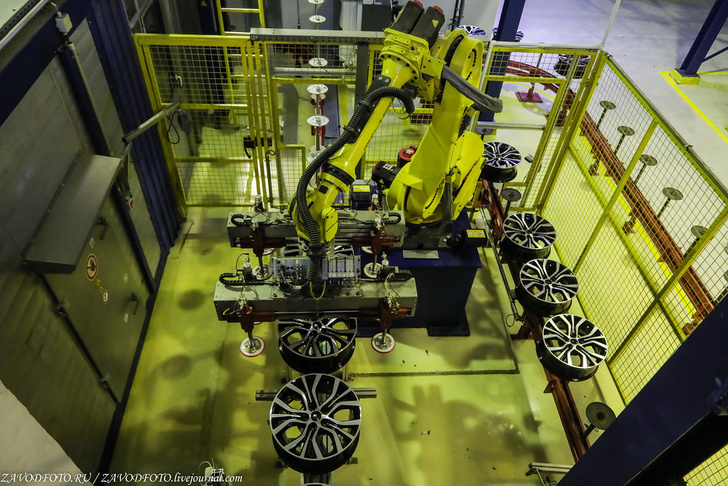
35. Здесь есть роботизированная автоматическая линия механической обработки литых алюминиевых колес. Один такой робот совершает до 15 операций в минуты и при этом на перекур ему не надо бегать

999A8245 © live.staticflickr.com

999A8241 © live.staticflickr.com

IMG_5730 © live.staticflickr.com

999A8489 © live.staticflickr.com

999A8610 © live.staticflickr.com

IMG_5720 © live.staticflickr.com

999A8514 © live.staticflickr.com

999A8394 © live.staticflickr.com

999A8357 © live.staticflickr.com

999A8547 © live.staticflickr.com

999A8304 © live.staticflickr.com
Все станки завода, включая роботизированный комплекс, связаны единым конвейером, с которого колеса поступают на установки, позволяющие проводить 100-процентный контроль герметичности, проверку баланса колеса.

999A8329 © live.staticflickr.com
999A8584 © live.staticflickr.com
©Видео с youtube.com/ https://www.youtube.com/embed/R6uO84GDUto
Участок опиловки и шлифовки колес.

999A8361 © live.staticflickr.com

IMG_5604 © live.staticflickr.com

999A8988 © live.staticflickr.com
На опиловке убираются неровные кромки и другие недостатки, а при шлифовке происходит дальнейшая обработка лицевых поверхностей и бортовых закраин перед покраской.

IMG_5698 © live.staticflickr.com
Компания SKAD сертифицирована в соответствии с международными стандартами качества ISO. Их диски прошли независимую экспертизу TUV SUD Automotive GMBH. Также колеса SKAD разрешены для эксплуатации в странах Западной Европы и США.

999A8454 © live.staticflickr.com
53. На заводе работает 640 человек.

999A8654 © live.staticflickr.com

999A8235 © live.staticflickr.com
55. После шлифовки колесо идёт на покрасочную линию.

999A8681 © live.staticflickr.com

999A8713 © live.staticflickr.com
57. «СКАД» производит более 100 моделей автомобильных дисков, до 5 тыс. типоразмеров — от самых доступных, до премиум-класса.

999A8725 © live.staticflickr.com
На всех этапах производства контроль с пристрастием. Так, например, химический состав кремний-алюминиевого сплава проверяется спектрометром. Автоматическая рентгеновская установка выявляет скрытые дефекты в готовых отливках. Из каждой партии колес один образец распиливают и анализируют в лаборатории металлографический шлиф на структуру сплава. Регулярно колеса помещают на стенд для оценки отклонения от заданных геометрических параметров в осевом и радиальном направлении. Например, при допустимом отклонении в 15 микрон колеса показывают результат 4 микрона. Лакокрасочное покрытие колес также регулярно проверяют на стойкость к механическому и химическому воздействию.

999A8853 © live.staticflickr.com

999A8750 © live.staticflickr.com

999A8823 © live.staticflickr.com
Законченный вид колесным дискам придают во время окрашивания на автоматической линии известного производителя Eisenmann (Германия). При этом применяется передовая технология грунтования SAM (Self-assembling molecules, «самоопределяющиеся молекулы»), при которой происходит соединение грунта с поверхностью колеса на молекулярном уровне.
IMG_5743 © live.staticflickr.com

999A8795 © live.staticflickr.com

999A8900 © live.staticflickr.com
64. Производительность линии — 5 500 колес в сутки. Цикл полностью автоматический.

999A8939 © live.staticflickr.com
999A8962 © live.staticflickr.com

999A8838 © live.staticflickr.com
Эта современная немецкая линия окраски на заводе появилась в 2012 году.Тогда «СКАД» стал седьмым заводом в мире и первым в России обладателем такого уникального оборудования со специально разработанным технологическим процессом.

999A8908 © live.staticflickr.com
68. Покраска одного колеса занимает где-то 5 часов.

IMG_5784 © live.staticflickr.com
69. Финишная прямая. После сушки колеса по конвейеру двигаются на участок упаковки, где в очередной раз проверяется каждое колесо.

IMG_5433 © live.staticflickr.com
70. И, наконец, упаковка готовой продукции.

999A8159 © live.staticflickr.com

999A8143 © live.staticflickr.com

999A8149 © live.staticflickr.com
Недавно Роскачество при поддержке Минпромторга провело исследование алюминиевых колесных дисков. Продукция сразу четырех членов Алюминиевой Ассоциации — СКАД, КиК, Азов-ТЭК и Прома (торговые марки Skad, K&K, TechLine и Proma) — успешно прошла испытание на удар. По итогам теста, в ходе которого моделируется повреждение колеса при контакте с препятствием на дороге, эти автомобильные диски признаны отвечающими необходимым требованиям. В то же время колеса ряда других производителей испытаний не выдержали. Так, из 14 китайских брендов, участвовавших в тесте, пройти его смогли лишь 5, изделия остальных 9 оказались некачественными. Главная причина, что нечестные китайские производители, обычно используют недостаточное количество алюминия или некачественный алюминиевый сплав. Компания СКАД, работает в составе Объединённой компании «РУСАЛ», а это крупнейшая в мире компания по производству алюминия. Её заводы и представительства находятся в 19 странах на пяти континентах. Она производит около 6% всего алюминия в мире.
Читайте в Дзене
В Объединённой двигателестроительной корпорации Ростеха смотрят в будущее, и поэтому заговорили о создании гибридной силовой установки (ГСУ).
Эту силовую установку планируют использовать в вертолетах Ансат, VRT-500 и Ка-226Т, где сейчас используются импортные двигатели.
Сахалин даже в XXI веке был изрезан «наследием» японкой оккупации словно шрамами на теле. Эти шрамы можно было видеть на любой карте.
Вступайте в наши группы и добавляйте нас в друзья
А чего SLIK не упомянули в тестировании — лучшие отечественные кованные диски. Еще были раньше диски ВСМПО, но сейчас вроде они не выпускают ширпотреб. А так то SLIK самые рульные и крепкие из того что у нас продают.
в этой статье рассказывают про алюминиевое литье, а не про титанье, кованье, стальное штампье и прочие разновидности современных колесных дисков…
А что литой диск сильно отличается от кованного — тот же аллюминий, просто кто-то льет кто-то кует? Я в свое время купил ВСМПО просто потому что я точно знал что они значительно крепче любого литья и значительно дольше проживут при этом разница в цене была не особо велика. Потому для объективности в тестах должны быть как кованные диски так и импортные качественные аналоги, а не только китайское говно.
Vladimir Yaroslavsky
03.01.20 23:02:34
Уголь и алмаз и графит тоже по составу не сильно отличаются — углерод, однако. Но ИМХО кованые диски слишком крепкие для наших дорог (по крайней мере в Ярославле, после смены выборного мэра на назначенного варяга-ситименеджера — ямы множатся и увеличиваются в размерах). Влетишь в серьёзную яму и останешься без подвески (например, оторвёт крепление рычага к кузову). А в случае с литьём основной удар примет диск. В тоже время китайский пластилин слишком мягкий — задолбаешься прокатывать диски каждый сезон и трещины заваривать.
неудачное сравнение с алмазом, если уж брать аналогию — то из бытового можно сравнить нкухонные ножи — дешовый ширпотреб тупо нарезается из проката, хорошие острые и крепкие ножи изготавливают поковкой. Естественно потребительские свойства кованного ножа намного лучше .
Относительно того что диски что-то там аммортизируют — это уже баян, настолько бредовый и так давно гуляющий по сети что даже не смешно. Диск не должен ничего аммортизировать — он не для того сделан, аммортизирует в автомобиле покрышка(именно поэтому она полая и накачана воздухом) и пружины или торсионы .
Я купил ковку заместо штамповки именно потому что задолбался диски ровнять постоянно. Хорошие литые диски по своим свойствам близки к ковке, у ковки приимущество в меньшей массе (тоньше диск и спицы) — а уменьшение массы колеса(неподресоренной массы), уменьшает нагрузку на детали ходовой. И да в ЧР по ралли все гоняют на ковке, нагрузки там в разы больше от катания по городу и ни у кого рычаги не вырывает. Если от въеза в яму либо открытый люк у вас вырвало рычаг то явно места крепления сгнили, хотя допускаю что в некоторых авто они могут быть слабыми — но это уже проблемы конкретного авто и его конструкции. И да ковка так же гнется, как-то вылетел я на бровку на скоростит около 40кмч, один обод нормально так смяло.
ВСМПО отличные диски делал, у самого ковка их уже 12 лет без нареканий. К сожалению ВСМПО уже лет наверно как 6 не производит диски, оборудование продано одному из отечественных производителей колес, мне на ВСМПО говорили кому, я забыл.
Создатель вопросной технологии литья
Академик Ангел Тончев Ба́левский (4 марта 1910, Троян — 15 сентября 1997, София) — болгарский инженер и изобретатель.
В 1934 году окончил Высшую техническую школу в Брно.
Свою профессиональную карьеру начал в качестве инженера-металлурга, после чего работал профессором в ряде европейских университетов.
Балевски известен как основатель Болгарской академической школы в области металлургии и технологии. Ему удалось разработать агрегат для горячего брикетирования цветных металлов. Балевски создал также метод производства чугуна во вращающейся барабанной печи из сырья, добытого в Болгарии. Совместно с Иваном Димовым Балевски изобрёл способ литья с противодавлением, который совершил переворот в мировой металлургии. Является автором и соавтором более чем семи монографий и академических изданий.
Председатель (Президент) Болгарской академии наук с 1968 по 1988 годы.
Балевски избирался почётным и иностранным членом академий и научных обществ во многих странах, в том числе был избран иностранным членом Академии наук СССР (1971) и почётным членом Международной инженерной академии. В 1988 году он был сопредседателем Международной Академии Наук в Мюнхене, а в 1971 году был избран сопредседателем Пагуошского движения учёных за мир. За свои достижения и вклад в науку Ангел Балевски становился лауреатом ряда премий как в Болгарии, так и за рубежом. В частности, он был дважды удостоен болгарской Премии Димитрова, а также Ордена академических пальм и Большой золотой медали имени Ломоносова АН СССР. Был награждён советским орденом Дружбы народов (14.04.1980)
В 1985 году он был удостоен награды за многообещающий научно-технический вклад, присуждаемый Фондом Кребера, Гамбург, Германия. Со специальным дипломом он получил награду в 800 000 западногерманских марок. Академик Балевский жертвует всю сумму государству на развитие металлургии.
Если у кого-то есть проблемы с доступом к СУН,вот коллега Human RS рекомендует
Если по прежнему лагает, то попробуй вычисть кэш, куки и данные сеанса в браузере, и авторизоваться заново на сайте.
Источник https://vsekolesa.ru/blog/iz-chego-delaut-diski/
Источник https://fabricators.ru/article/proizvodstvo-lityh-diskov
Источник https://sdelanounas.ru/blogs/129156/





