Ремонт трансмиссии и ходовой части автомобиля
Ремонт механизмов управления и ходовой части колесных тракторов и автомобилей
Характерные неисправности передних осей — изгиб и скручивание, износ отверстий под пальцы (шкворни), под стопор шкворня, износ опорных торцовых поверхностей бобышек и площадок крепления рессор.
Устранение неисправностей . Передние оси, имеющие трещины, выбраковывают.
Изгиб и скручивание передних осей проверяют при помощи стендов и специальных приспособлений. Балки правят в холодном состоянии, не нарушая термическую обработку.
Изношенные отверстия под шкворень развертывают до ремонтного размера или запрессовывают в них втулки. При развертывании необходимо обращать особое внимание на соблюдение углов наклона отверстий, так как от правильного расположения углов наклона в значительной мере зависят легкость управления машиной и износ покрышек. Для сохранения нормальных углов наклона при развертывании отверстий используют кондуктор или специальное приспособление.
Изношенное отверстие под стопор шкворня развертывают до ремонтного размера и в него вставляют увеличенный стопор.
Изношенные опорные торцовые поверхности бобышек наплавляют до номинального размера электродуговой сваркой.
Наплавленные поверхности обрабатывают на сверлильном или фрезерном станке. В некоторых случаях при износе бобышек используют стальные шайбы, компенсирующие износ.
Изношенные опорные поверхности площадок крепления рессор наплавляют и затем шлифуют абразивными кругами.
Восстановление поворотных кулаков . Эти детали в зависимости от характера дефекта ремонтируют или выбраковывают. Основные дефекты: износ посадочных мест под подшипники и отверстий под втулки шкворней, износ или срыв резьбы, износ шпоночных канавок, обломы, трещины и поломки.
Устранение неисправностей . На изношенные посадочные шейки под кольца подшипников переднего колеса наносят слой металла хромированием, осталиванием, твердым никелированием.
Поврежденную резьбу под гайку перерезают на резьбу ремонтного размера или наплавляют слой металла и нарезают резьбу нормального размера.
Поворотные кулаки выбраковывают при обломах и трещинах на цапфе, значительном износе конусных отверстий под поворотные рычаги, проушины, под балку передней оси и шпоночных канавок.
Восстановление шкворней поворотных кулаков . У шкворней изнашиваются наружные поверхности, сопрягаемые со втулками.
Изношенные шкворни восстанавливают хромированием или осталиванием. Толщина слоя хрома не должна превышать 0,3 мм на диаметр.
Шкворни можно перешлифовывать до ремонтного размера. В этом случае отверстие оси растачивают и в него запрессовывают втулку, а втулки поворотного кулака заменяют новыми с уменьшенным отверстием.
Восстановление червяков и роликов рулевого управления. Червяки и ролики с раковинами и трещинами, обломами, ступенчатым износом и отслоенным металлом на рабочих поверхностях выбраковывают.
Ролики с изношенными торцовыми поверхностями шлифуют, а при сборке применяют упорные шайбы увеличенной толщины.
В весьма редких случаях червяки с мелкими раковинами и выработкой на конических опорных поверхностях шлифуют или протачивают резцом с пластинкой из твердого сплава, а при сборке между картером и подшипниками помещают дополнительные шайбы.
Ремонт рессор . В зависимости от характера дефекта рессорные листы либо восстанавливают, либо заменяют новыми.
Характерные дефекты . У рессор уменьшается стрела прогиба из-за потери упругости, появляются трещины и ломаются отдельные листы. Кроме того, у них изнашиваются отверстия под втулки, торцы ушков и сами листы по толщине.
Коренные листы работают в более тяжелых условиях и поэтому чаще ломаются. Кроме нагрузки от веса, на коренные листы некоторых машин действуют добавочные усилия.
Устранение неисправностей . Листы, потерявшие нормальную форму и упругость, отжигают и выгибают по шаблону (в качестве шаблона можно использовать новый лист). После этого их закаливают и отпускают до требуемой твердости.
В случае износа отверстий под втулки подгибают ушки. Незначительное нарушение формы листов устраняют наклепом в холодном состоянии ударами молотка со стороны вогнутой поверхности листа.
Листы с трещинами заменяют новыми или изготовленными из рессорной стали. Для изготовления листов отрезают заготовки соответствующих размеров прессовыми ножницами или предварительно нагревают и отрубают. Затем размечают и сверлят отверстия под стяжные болты.
У коренных листов делают ушки, предварительно нагревая эти места до температуры 950—1000°С. После этого лист вновь нагревают в печи до температуры 950—1000°С, укладывают на специальный шаблон и изгибают до получения соответствующего радиуса кри-
визны. Затем закаливают листы. При этом их нагревают до температуры 870—900° С и опускают в масло, нагретое до температуры 60° С. Отпускают листы при температуре 400—500° С.
Перед сборкой листы зачищают, промывают и смазывают графитной смазкой или смесью из 70—80% солидола и 20—30% графита. Собранные рессоры испытывают на прессе для проверки стрелы прогиба или расстояния, на которое она удлиняется при прогибе.
При определенной нагрузке стрела прогиба должна равняться нулю. После снятия нагрузки рессора должна иметь первоначальную стрелу прогиба.
Восстановление крестовин вилок карданных валов. У крестовин карданных валов изнашиваются шипы и резьба, у вилок — отверстия под подшипники и шлицы, а также повреждается резьба.
Изношенные крестовины восстанавливают хромированием, наплавкой, напрессовкой втулок и способом пластической деформации.
Твердость наплавленных шипов должна быть не менее НРС 45.
Шипы крестовин при восстановлении напрессовкой втулок предварительно шлифуют. Стальные втулки напрессовывают с натягом 0,03—0,06 мм.
Вилки восстанавливают следующими способами : протягиванием шлицев до ремонтного размера и электродуговой наплавкой поверхностей отверстий под подшипники; заменой шлицевой части и запрессовкой втулок в отверстия под подшипники или вибродуговой наплавкой поверхностей отверстий под подшипники; обжатием вилок на прессе.
Во время обжатия в вилку вставляют стержень, чтобы избежать последующей механической обработки шлицев.
Восстановление шаровых опор поворотных кулаков передних ведущих колес . У кулаков шарниров передних ведущих мостов изнашиваются беговые дорожки шариков, шлицы и другие поверхности.
Беговые дорожки восстанавливают следующим образом. Нагревают головку кулака в печи до температуры 550—600° С, а затем наплавляют при помощи газовой горелки № 3 или № 4. В качестве присадочного материала применяют прутки из сормайта № 2 диаметром 2—3 мм. При наплавке перекрывают изношенный участок на 2—3 мм. Выступаиие наплавленного слоя допускается не более 0,5 мм. По окончании наплавки головку еще раз нагревают в печи до температуры 800—820° С и закаливают в масле на длине 60 мм. Затем шарнир отпускают, нагрев до температуры 400—450° С. Твердость на участке наплавки должна находиться в пределах НЯС 58—65. После отпуска деталь шлифуют абразивными наконечниками.
Предварительно качество обработки проверяют прокатыванием шарика нормального размера, покрытого тонким слоем краски.
Окончательно форму восстановленных беговых дорожек проверяют при сборке с шариками. Шарики не должны отличаться по диаметру более чем на 0,04 мм. Собранный шарнир должен поворачиваться на угол 10—15° от прямолинейною положения после приложения усилия 150 Н на плече 450 мм.
Восстановление тормозных барабанов . В результате неоднократных торможений изнашивается внутренняя поверхность тормозных барабанов. Изношенные поверхности протачивают до ремонтного размера при помощи специального приспособления на токарном станке или непосредственно на автомобиле.
Барабаны растачивают при износе поверхности более чем на 0,6 мм и выбраковывают при увеличении диаметра на 4—6 мм. Барабаны с трещинами и обломами выбраковывают.
Восстановление дисков колес и ступиц . У ступиц изнашиваются гнезда под подшипники колес и резьбовые отверстия под шпильки крепления фланца полуоси заднего колеса. Изношенные посадочные места под подшипники в ступицах растачивают и в них запрессовывают втулки, изготовленные из полосовой стали, трубы или стальной заготовки. Втулки запрессовывают с натягом 0,05—0,15 мм и растачивают до номинального размера.
Изношенную резьбу в отверстиях под шпильки крепления фланца полуоси заднего колеса пере нарезают на резьбу ремонтного размера или сверлят отверстия в новом месте и в них нарезают резьбу нормального размера. При нарезании рекомендуется пользоваться кондуктором, чтобы не нарушить взаимозаменяемость и избежать дальнейшей подгонки.
В дисках колес изнашиваются конусные отверстия. Их раззенковывают и приваривают конусные шайбы (втулки).
Вмятины и изгибы устраняют правкой в холодном состоянии или после нагрева поврежденного места пламенем газовой горелки.
Ремонт механизмов управления и ходовой части колесных тракторов и автомобилей — 4.7 out of 5 based on 3 votes
Как сделать ремонт агрегатов трансмиссии
На агрегаты трансмиссии: сцепление, коробку передач (КП), гидромеханическую передачу (ГМП), карданную передачу, ведущие мосты приходится 15…20 % отказов и 20…30 % материальных и трудовых затрат на их устранение. Это связано с тем, что основные рабочие детали трансмиссии большую часть времени находятся под действием высоких удельных знакопеременных нагрузок.
Основными неисправностями сцепления являются: отсутствие свободного хода педали сцепления функциональных накладок; ослабление пружин; неполное выключение сцепления из-за большого свободного хода; перекос рычажков или коробление ведомого диска; нагрев, стуки и шумы в связи разрушением подшипника выключения; ослабление заклепок накладок диска; поломка демпферных пружин; износ шлицевого соединения.
К неисправностям карданной передачи относятся: биение вала, увеличенные зазоры в шарнирах, что сопровождается вибрацией, стуками и шумом во время работы, особенно при переключении передач в режиме разгона автомобиля.
Характерными неисправностями механической коробки передач, раздаточной коробки, главной передачи являются: самовыключение передачи из-за разрегулировки привода, износ подшипников, зубьев, шлицов, валов, фиксаторов; шумы и стуки при переключении передач из-за неисправностей синхронизатора; повышенные вибрации, нагрев, люфт из-за износа или поломки зубьев шестерен, износа подшипников, разрегулировки зацепления зубчатых пар, малого уровня или отсутствия смазки в редукторах.
К основным неисправностям гидромеханической коробки передач относятся: не включение передач при движении автомобиля из-за выхода из строя электромагнитов, заклинивания главного золотника, отказа гидравлических клапанов, разрегулировки системы автоматического управления переключения передач; несоответствие моментов переключения передач вследствие разрегулировки системы автоматического переключения передач или неисправностей силового и центробежного регуляторов; пониженное давление масла в главной магистрали из-за износа деталей масляных насосов или внутренних утечек масла в передаче; повышенная температура масла на сливе из гидротрансформатора вследствие коробления или износа дисков фрикционов.
Для переднеприводных легковых автомобилей могут дополнительно возникать неисправности: повреждение чехлов, закрывающих шарниры равных угловых скоростей (ШРУСов); деформация приводных валов; износ самих шарниров.
При общем диагностировании трансмиссии определяют механические потери на прокручивание ведущих колес стендом тяговых качеств, оценивают плавность включения передач, шумы и стуки при работе элементов трансмиссии, величину их нагрева.
При поэлементном диагностировании определяют техническое состояние каждого из агрегатов.
Техническое состояние сцепления достаточно полно определяется величиной свободного хода педали, полнотой выключения сцепления и его пробуксовкой. Свободный ход педали измеряется с помощью линейки или специальными устройствами типа КИ-8929. При этом на педаль нажимают рукой, перемещая ее от первоначального состояния до возникновения усилия на педали. Для большинства автомобилей он должен быть в пределах 15…45 мм (меньшие значения имеют автомобили с механическим или гидравлическим приводом сцеплений). При несоответствии свободного хода его регулируют изменением зазора между концами нажимных рычажков и выжимным подшипником, для чего в тяге привода предусмотрен резьбовой регулировочный узел. Полнота выключения сцепления оценивается по легкости включения передач.
Буксование сцепления определяется при работе автомобиля под нагрузкой на стенде тяговых качеств с помощью электронного стробоскопа, включенного в цепь системы зажигания или с помощью стробоскопа, подключаемого к форсунке первого цилиндра (для дизельного двигателя).
Во время подачи высокого напряжения на свечу первого цилиндра или впрыске форсункой топлива на стробоскоп подаются импульсы, приводящие к дискретным вспышкам лампы стробоскопического устройства, осуществляемым синхронно вращению коленчатого вала двигателя. При отсутствии буксования сцепления карданный вал, освещаемый вспышками лампы стробоскопа, будет казаться неподвижным, так как он вращается с коленчатым валом как одно целое. Если карданный вал будет ощутимо вращаться в свете лампы стробоскопа, то сцепление пробуксовывает. Такую проверку целесообразно проводить совместно с оценкой мощностных свойств автомобиля. Гидро- или пневмопривод сцепления оценивается по герметичности.
Техническое состояние коробки передач определяют по ее тепловому состоянию, шумам, стукам, вибрациям, по суммарному угловому люфту на каждой передаче и осмотром с помощью эндоскопа.
Тепловое состояние КП определяют с помощью специальных термометров после возвращения автомобиля с линии, чтобы агрегаты трансмиссии не остыли. Температура не должна превышать 35…50 °С. Большие ее значения свидетельствуют о наличие износов или недостаточном количестве масла в картере коробки передач. При диагностировании по параметрам шума и вибрации используют стетоскопы. Данный метод сочетается с прослушиванием характерных шумов элементов трансмиссии при имитации движения автомобиля на стендах тяговых качеств при небольшой нагрузке. При этом дополнительно выявляются легкость переключения передач, места повышенного нагрева и т.д.
Суммарные угловые люфты по передачам определяются с помощью динамометра-люфтомера (рис.2.44). С помощью зажима 1 он крепится к фланцу крестовины карданной передачи, связанному с вторичным валом КП. Нажимают на рукоятку 9 с усилием 15…25 Н×м, фиксируемому по шкале 8 динамометра и замечают положение пузырька жидкостного уровня 4 по угловой шкале 5. Затем нажимают на рукоятку 9 с таким же усилием в противоположную сторону, чтобы выбрались зазоры и по жидкостному уровню и шкале 5 определяют суммарный угловой зазор. Проверку осуществляют при последовательном включении всех передач. Величина суммарного углового люфта на передачах не должна превышать 6…10 °. Большие значения люфта говорят о наличии износов в зубчатых парах.
Диагностирование гидромеханических передач проводят на стенде тяговых качеств с заданием необходимых скоростных и нагрузочных режимов — разгона, торможения, установившегося движения на каждой передаче. При этом используют переносные приборы, подключаемые к электромагнитам первой и второй передач, к магистрали подачи масла от главного золотника к клапану блокировки гидротрансформатора. Здесь же определяются моменты переключения передач по скорости при плавном «разгоне» автомобиля на ненагруженных роликах стенда. При этом моменты переключения определяются по колебаниям стрелки спидометра.
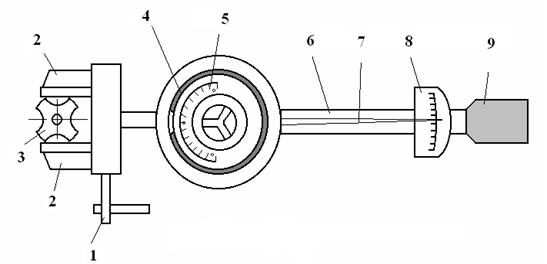
1 – винтовой зажим; 2 – подвижные губки; 3 – фланец крестовины; 4 – жидкостный уровень; 5 – угловой лимб; 6 – рессора; 7 – стрелка динамометра; 8 – шкала динамометра; 9 – рукоятка
Рисунок 2.44 – Схема динамометра-люфтомера
Механизмы ГМП регулируют при помощи специального винта, изменяя положение главного золотника для обеспечения требуемых режимов автоматического переключения передач (например, для ГМП автобуса ЛиАЗ при разгоне с полностью открытой дроссельной заслонкой переключение с понижающей передачи на прямую должно происходить при скорости 25…30 км/ч, блокировка гидротрансформатора — при скорости 35…42 км/ч). Регулируют также ход конца продольной тяги управления силовым регулятором и зазор в механизме управления золотниками периферийных клапанов с целью снижения в процессе эксплуатации износа дисков двойного фрикциона.
Карданная передача диагностируется по радиальному биению. При этом вывешивается одно ведущее колесо и с помощью прибора определяют радиальное биение (рис.2.45). Оно равно разности максимального и минимального значений показаний индикатора перемещений при повороте карданного вала на 360° (для этого вручную прокручивают вывешенное колесо). Допустимое значение биения для грузовых автомобилей составляет 0,9…1,1 мм, для легковых – 0,4…0,6 мм. Износы в шарнирах и шлицевых соединениях оцениваются визуально по их относительному перемещению при поворачивании карданного вала в обе стороны вручную. Не должно быть ощутимого люфта и стука. Суммарный угловой люфт может быть также замерен с помощью динамометра-люфтомера. При этом один конец карданной передачи должен быть защемлен (для автомобилей типа ГАЗ, ЗиЛ используется стояночный тормоз). Его величина не должна превышать 2…4°.
Ведущие мосты диагностируются по тем же параметрам и теми же средствами, что и механические коробки передач. Суммарный угловой люфт для одинарных главных передач должен быть не более 35…40°, для двойных – 45…60° (при проверке в коробке передач должна быть включена нейтральная передача).
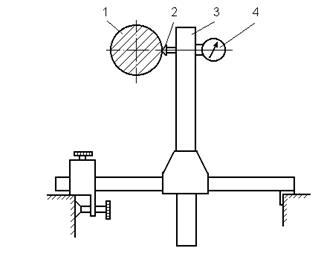
1 – карданный вал; 2 – наконечник индикатора; 3 – штатив с упорами; 4 – индикатор линейных перемещений
Рисунок 2.45 – Схема прибора для проверки биения карданного вала
Эти работы могут проводиться параллельно с проведением профилактических операций. Так при ТО-1 должен проверяться свободный ход педали сцепления и герметичность гидро- или пневмопривода. По коробке передач проверяется действие механизма переключения передач при неподвижном автомобиле. По ГМП проверяется правильность регулировки механизма управления периферийными золотниками. По карданной передаче проверяется люфт шарнирных и шлицевых соединений, состояние промежуточной опоры. Кроме того, при ТО-1 осуществляется проверка креплений элементов трансмиссии и герметичность соединений КП и ведущего моста. При ТО-2 дополнительно по ГМП проверяются правильность регулировки режимов переключения передач, давление масла в системе и исправность датчика температуры масла, по ведущему мосту – крепление гайки фланца ведущей шестерни главной передачи (при снятом карданном вале).
При технических обслуживаниях приводов передних колес ограничиваются их осмотром и прослушиванием шумов и стуков в ШРУСах при прокручивании колес. При обнаружении неисправности негодные элементы (резиновые чехлы, ШРУСы) заменяют. При замене ШРУСа в него закладывают смазку ШРУС-4 (УЛи 4/12-д2), которая не пополняется до следующей его замены.
Работы по восстановлению агрегатов трансмиссии выполняют в агрегатном участке после их демонтажа с автомобиля. Сцепление снимают после демонтажа коробки передач, как правило, вместе с кожухом, предварительно отсоединив его привод. После снятия очищают нажимной и ведомый диски.
Ведомый диск дефектуют на износ фрикционных пластин и биение. Изношенные накладки заменяют новыми. При торцевом биении ведомого диска более 1 мм осуществляют его правку. При всех других неисправностях ведомый диск заменяют. Нажимной диск выбраковывают при его значительном износе или других дефектах. Установку сцепления приводят в порядке, обратном разборке. Чтобы сцентрировать ведомый диск относительно маховика, используют специальную шлицевую оправку или вспомогательный первичный вал коробки передач, вставляя его в шлицевое отверстие ведомого диска и подшипник фланца коленчатого вала. После чего окончательно подтягивают кожух сцепления к маховику. Причем подтягивать необходимо постепенно и последовательно в 2…3 приема. Если сцепление имеет гидропривод, то его прокачивают для удаления воздуха, а затем регулируют свободный ход педали.
При ремонте КП из нее сливают масло. Затем КП снимают с автомобиля, подвергают наружной очистке и мойке и доставляют в агрегатный участок. Первоначально снимают крышку коробки передач с механизмом переключения передач. Чтобы выпрессовать первичный вал, используют специальное приспособление (рис.2.46).
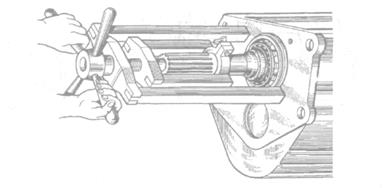
Рисунок 2.46 – Приспособление для выпрессовки подшипника первичного вала
Подшипник вторичного вала вместе с валом выпрессовывается молотком с помощью оправки. Промежуточный вал выпрессовывают с помощью съемника. Для разборки промежуточного вала также используются специальные приспособления. После окончательной разборки все детали промывают в керосине или моющем растворе (при наличии установки для мойки деталей) и дефектуют. Изношенные элементы заменяют.
Сборка КП осуществляется в порядке, обратном разборке. Все прокладки рекомендуется устанавливать на резиновой смоле №80. После установки на автомобиль в КП заливают трансмиссионное масло согласно карте смазки.
Карданную передачу ремонтируют также в агрегатном отделении, предварительно подвергнув ее наружной очистке и мойке. Разборку шарниров целесообразно проводить с помощью специального приспособления (рис.2.47). Ее проводят в два приема. Сначала на опоры устанавливается одна из вилок и из нее выпрессовываются игольчатые подшипники. Затем карданный вал поворачивают на 90° и выпрессовывают подшипники из второй вилки. Этот же съемник может использоваться и для установки подшипников, в которые предварительно закладывается 4…5 граммов смазки №158 (УЛи – Пг 4/12-1) или Фиол-2М (ИЛи 4/12-д2). Если шарниры имеют пресс-масленки, то их смазывают солидолонагнетателем после сборки. При разборке шлицевого соединения карданной передачи делают метки, чтобы при сборке не нарушилась ее балансировка.
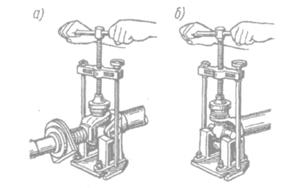
а – выпрессовка подшипников из скользящей вилки; б – выпрессовка подшипников из вилки карданного вала
Рисунок 2.47 – Приспособление для разборки карданного шарнира
Разборку заднего моста грузового автомобиля целесообразно осуществлять также после его снятия с автомобиля в сборе. У легковых автомобилей, как правило, снимают только редуктор. После наружной очистки и мойки отворачивают болты крепления и снимают главную передачу. Снятие подшипников валов ведущей шестерни и подшипников чашки дифференциала осуществляют с помощью съемника (рис.2.48). После разборки все детали подвергают мойке и дефектовке. Изношенные элементы заменяют.
Перед сборкой все подшипники смазывают Литолом-24 (МЛи 4/12-3) и напрессовывают с помощью оправок. Для нормальной установки зацепления зубьев шестерен по пятну контакта на них тонким слоем наносят масляную краску. Затем проворачивают вал ведущей конической шестерни в одну и другую сторону, подтормаживая рукой ведомую шестерню.
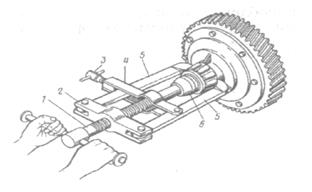
1 – винт; 2 – траверса; 3 – стяжка; 4 – щека стяжки; 5 – захват; 6 – наконечник
Рисунок 2.48 – Снятие подшипника чашки дифференциала
По положению пятна контакта оценивают характер зацепления (табл.2.6).
Регулировку пятна контакта проводят путем осевого перемещения ведомой и ведущей шестерен, для чего в конструкции главной передачи предусматривается установка регулировочных прокладок. Степень затяжки подшипников ведущего вала шестерни проверяется с помощью динамометра (рис.2.49).
Таблица 2.6 – Рекомендации по регулировке зацепления зубчатых колес
| Положение пятна контакта на колесе | Способы достижения правильного зацепления зубчатых колес | Направление перемещения зубчатых колес |
| Передний ход | Задний ход | |
 | Правильный контакт | |
 | Придвинуть зубчатое колесо к шестерне. Если при этом получится слишком малый боковой зазор между зубьями, отодвинуть шестерню |  |
 | Отодвинуть зубчатое колесо от шестерни. Если при этом получится слишком большой боковой зазор между зубьями, придвинуть шестерню |  |
 | Придвинуть шестерню к колесу. Если боковой зазор будет слишком мал, отодвинуть зубчатое колесо |  |
 | Отодвинуть шестерню от колеса. Если боковой зазор будет слишком велик, придвинуть зубчатое колесо |  |
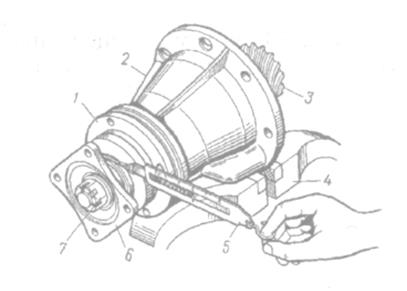
1 – крышка; 2 – картер подшипников; 3 – ведущая коническая шестерня; 4 – тиски; 5 – динамометр; 6 – фланец; 7 – гайка
Рисунок 2.49 – Проверка затяжки подшипников вала ведущей шестерни
Момент проворачивания вала ведущей шестерни должен быть не более 1,0…3,5 Н×м, при затяжки гайки крепления фланца 7 моментом 200…250 Н×м. Регулировку также осуществляют с помощью регулировочных прокладок, предусмотренных конструкцией главной передачи. После окончательной сборки главную передачу устанавливают на автомобиль и заливают в картер заднего моста трансмиссионное масло согласно карте смазки.
Ремонт трансмиссии и ходовой части автомобиля

Текущий ремонт трансмиссии и ходовой части
Текущий ремонт сцепления. Износ и поломка деталей сцепления — результат нарушения регулировок в процессе эксплуатации, а также соосности вала сцепления с валом двигателя. Нарушение регулировки отжимных кулачков и свободного хода педалей вызывает повышенный износ накладок, коробление и трещины дисков, а нарушение соосности вала сцепления с первичным валом коробки передач — износ деталей сцепления, карданной передачи, подшипников первичного вала коробки передач, опор двигателя и коробки передач.
Тракторные сцепления разбирают на универсальных пневматических стендах ОПР-2827 и ОПР-2157А. При сжатии нажимных пружин сцепления разбирают резьбовые соединения и освобождают нажимные рычаги. Фрикционные накладки, изношенные до толщины меньше допустимой или выкрошенные, заменяют новыми. Поверхности накладок отремонтированных дисков должны быть перпендикулярны оси ступицы. Торцевое биение ведомого диска, установленного на оправке, допускается не более 1,5 мм в крайних точках. Толщина отремонтированных дисков должна быть 10 … 12 мм для различных тракторов и автомобилей.
Если неравномерно изношены рабочие поверхности ведущих дисков, их протачивают на токарном станке до удаления следов износа и шлифуют шкуркой. Параллельность поверхностей проточенного диска и перпендикулярность его оси должны быть не менее 0,1 мм. Изношенные кулачки отжимных рычагов наваривают, опиливают и зачищают по шаблону, после чего закаливают.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Сборку сцеплений ведут на тех же стендах, пружины подбирают одинаковой длины и упругости. Окончательно сцепления регулируют после установки муфты на маховик двигателя, при этом регулируют зазор между концами отжимных рычагов и подшипников выключения.
Коробка передач, ведущий мост и конечные передачи. Коробки передач, раздаточные коробки, главные передачи и дифференциалы ремонтируют при возникновении дефектов в деталях корпусов, при износе и повреждении шестерен, валов, шлицевых и шпоночных соединений, подшипников качения и гнезд под подшипники, а также деталей механизмов поворота гусеничных тракторов.
Детали корпусов агрегатов трансмиссии ремонтируют при появлении трещин заваркой, эпоксидными смолами, при ослаблении посадочных отверстий под втулки и подшипники качения постановкой втулок и гильз, повреждения резьбы — нарезкой резьбы большего размера или постановкой резьбовых втулок.
Характерные дефекты шестерен: износ зубьев по толщине и длине, разрушение пазов под вилку переключения у коробок, износ шлицевых канавок, одностороннее выкрашивание зубьев. Неравномерно изношенные зубья шестерен зачищают до удаления неровностей, а поврежденные торцы зубьев закругляют наждачным кругом или шлифуют так, чтобы зубья были одинаковой длины. Укорачивать зубья при обработке допускается не более 15 … 20%. Изношенные пазы под вилку переключения протачивают до получения ровных боковых поверхностей, а вилки наваривают и обрабатывают в соответствии с шириной паза. Шестерни с изношенными шлицевыми канавками ремонтируют, растачивая отверстия с последующей запрессовкой в них шлицевой втулки. Втулки в отверстиях закрепляют штифтами или сваркой.
Наиболее часто встречаемые дефекты валов агрегатов трансмиссии— это изгиб, скручивание, износ посадочных мест, повреждение шлицев и резьб.
Изогнутые валы подвергаются правке вхолодную, под прессом. Биение вала, превышающее 0,1 мм, не допускается. Скрученность валов определяется рейсмусом по прямолинейности шлицевых пазов. Скрученные валы подлежат выбраковке. Посадочные места восстанавливаются наплавкой, осадкой, раздачей или постановкой втулок. Осадка применяется при износе вала не более 0,3 мм. Конец вала нагревается до 1000° С, а после осадки подвергается термообработке и шлифуется до нужного размера. Втулками восстанавливают шейки вала с большим износом. Втулка крепится штифтами или сваркой. Изношенные шлицевые выступы и шпоночные канавки на валах ремонтируют наваркой с последующей обработкой.
Изношенные посадочные отверстия под подшипники восстанавливают расточкой и запрессовкой стального кольца. После обработки до номинального размера кольца стопорятся штифтами, винтами или приворачивают к корпусу.
При сборке агрегатов трансмиссии подшипники нагревают в масле до 80 … 90°С и устанавливают на валы прессом в специальных приспособлениях. Установленные в корпусе валы должны вращаться свободно, без осевого перемещения. Шестерни должны входить в зацепление плавно на всю Длину зуба. Собранные агрегаты трансмиссии после заправки маслом обкатывают без нагрузки и под нагрузкой на специальных стендах. Коробки передач обкатывают при частоте вращения 1200 … 1500 мин-1 на всех передачах по несколько минут на каждой. Передачи должны включаться плавно, без стука. Нагрев деталей свыше 60° С и подтекание смазки через уплотняющие элементы не допускается. Целесообразно обкатывать одновременно коробку передач, ведущий мост и конечные передачи одновременно.
Источник https://mehanik-ua.ru/lektsii-po-remontu-mashin/1281-remont-mekhanizmov-upravleniya-i-khodovoj-chasti-kolesnykh-traktorov-i-avtomobilej.html
Источник https://seite1.ru/remontiruem-sami/kak-sdelat-remont-agregatov-transmissii/.html
Источник https://stroy-technics.ru/article/tekushchii-remont-transmissii-i-khodovoi-chasti





